Introduction
Corrosion costs the global economy approximately $2.5 trillion annually (roughly 3.4% of global GDP), yet research from NACE International and AMPP confirms that 15-35% of this cost is entirely preventable through proper corrosion management systems.
For manufacturers and fabricators, the stakes are direct: the wrong coating doesn't just fail prematurely — it triggers expensive component replacement, unplanned downtime, and compromised structural integrity.
With dozens of options available — each using different protection mechanisms and suited to different conditions — selecting the right coating requires a clear framework.
This guide covers the five most widely used functional coating types: powder coating, epoxy coatings, zinc-rich primers, hot-dip galvanizing, and specialty ceramic coatings. It also walks through the selection factors that matter most in a fabrication context: operating environment, substrate compatibility, surface preparation, regulatory compliance, and total cost of ownership.
Key Takeaways
- Functional coatings protect metal through barrier protection (blocking moisture and oxygen) or sacrificial protection (corroding in place of the base metal)
- Powder coating, epoxy, zinc-rich primers, hot-dip galvanizing, and ceramic coatings each suit different applications and exposure conditions
- Selection hinges on environment severity, substrate type, regulatory requirements, and lifecycle cost
- Surface preparation drives up to 80% of coating performance; it's the leading cause of premature failure when skipped or rushed
- No universal "best" coating exists; optimal protection matches coating chemistry to real-world exposure and production constraints
What Are Functional Coatings for Corrosion Protection?
Functional coatings are engineered surface treatments applied to metal substrates to prevent oxidation, chemical attack, and environmental degradation. Unlike purely decorative finishes, their primary purpose is performance—protecting the underlying metal from corrosive forces that would otherwise shorten service life and drive up lifecycle costs.
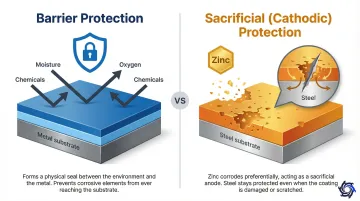
These coatings work through two core protection mechanisms:
- Barrier protection: Physically seals the substrate from moisture, oxygen, and corrosive chemicals by creating an impermeable film
- Sacrificial (cathodic) protection: The coating material corrodes preferentially to protect the underlying metal—zinc oxidizes instead of steel, acting as a galvanic anode that continues protecting even when the coating is scratched
Why Corrosion Protection Matters in Metal Fabrication
Unprotected steel and ferrous metals are vulnerable to oxidation when exposed to moisture, salt, or industrial chemicals. That vulnerability translates directly to shortened service life, premature component failure, and higher lifecycle costs for fabricated assemblies.
Choosing the right coating starts with understanding exposure. The ISO 12944-2 standard classifies environments into corrosivity categories ranging from C1 (very low—heated buildings with clean atmospheres) to CX (extreme—offshore areas with high salinity). Marine, chemical processing, and outdoor structural applications demand heavier protection than standard indoor conditions.
Types of Functional Coatings for Corrosion Protection
Matching a coating to its environment starts with understanding how each type actually protects metal — barrier exclusion, sacrificial zinc, or chemical resistance each suit different threats.
Powder Coating
Powder coating is a dry finishing process where electrostatically charged polymer powder is applied to a metal surface and oven-cured to form a continuous, thick protective film. Typical dry film thickness ranges from 2.0 to 5.0 mils (50 to 125 microns), providing excellent barrier protection against moisture, UV, and mild chemicals.
Powder coating is one of the most cost-effective and environmentally friendly options for fabricated steel components. The process emits zero volatile organic compounds (VOCs) or hazardous air pollutants during application, produces minimal waste, and delivers a durable finish suitable for structural, architectural, and equipment applications. Architectural powder coatings formulated to AAMA 2605 standards provide 15-20+ years of service life in moderate environments, making them a practical choice for most industrial applications.
Epoxy Coatings
Epoxy coatings are two-component (2K) thermoset systems that cure into a hard, chemically resistant film with strong adhesion to steel. The resin cross-links with a hardener — typically polyamides or amines — producing films that resist water, alkalis, and solvents. Epoxy-phenolic variants extend that resistance to acids and full immersion environments like water tanks and piping.
The trade-off is UV performance. Their aromatic polymer structure makes epoxies highly susceptible to photo-oxidation: prolonged UV exposure causes chain scission, leading to rapid chalking, yellowing, and up to 50% gloss loss within months.
This makes epoxies better suited as primers or in shielded interior environments. For exterior applications, industry standards mandate topcoating epoxies with UV-resistant aliphatic polyurethanes or fluoropolymers.
Zinc-Rich Primers and Cold Galvanizing Compounds
Zinc-rich coatings protect steel galvanically: zinc oxidizes preferentially to steel in the presence of moisture, acting as a sacrificial anode. This means the steel substrate remains protected even when the coating is scratched or damaged, a self-healing quality that pure barrier coatings cannot replicate.
SSPC Paint 20 classifies zinc-rich primers by zinc dust loading: Level 1 (≥85%), Level 2 (77-84%), and Level 3 (65-76%). Higher zinc content provides stronger sacrificial protection. These coatings are uniquely capable of protecting steel exposed at film discontinuities—the zinc forms protective salts that seal narrow scratches and holidays.
Cold galvanizing compounds (high-zinc-content coatings applied by brush or spray) are widely used to repair or touch up hot-dip galvanized structures, weld zones, and cut edges where the original zinc coating has been disrupted.
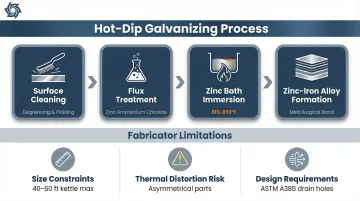
Hot-Dip Galvanizing
Hot-dip galvanizing involves immersing fabricated steel in a molten zinc bath at 815-850°F, creating a metallurgically bonded zinc-iron alloy layer that provides dual barrier and sacrificial protection. According to the American Galvanizers Association, steel with a minimum of 3.9 mils (100 µm) of zinc coating will remain maintenance-free for approximately 72 years in an industrial environment and 50-100+ years in favorable soil conditions.
Limitations relevant to fabricators:
- Size constraints: Kettle dimensions average 40-60 feet long, 6-12 feet deep, and 5-8 feet wide — large assemblies may not fit
- Thermal distortion risk: The 815-850°F bath temperature can cause severe warping in asymmetrical designs or parts with varying wall thickness
- Design requirements: ASTM A385 mandates vent and drain holes (minimum 1/2-inch diameter) in hollow structures to prevent trapped air and explosive pressure buildup
For large, complex, or precision-machined assemblies where hot-dip galvanizing is impractical, cold galvanizing compounds or powder coating become more practical alternatives.
Specialty and Ceramic Coatings
Specialty coatings serve extreme service environments — high temperatures, abrasive slurries, or aggressive chemical exposure — where conventional organic coatings would fail prematurely.
Three technologies dominate this category:
- HVOF thermal spray — propels cermet powders (WC/Co, Cr3C2/NiCr) at supersonic speeds, producing dense coatings with porosity below 1-2% and bond strength exceeding 80 MPa; standard in oil & gas and aerospace
- PVD/CVD hard coatings — deposit transition-metal nitride films (TiN, CrN, AlTiN) or Diamond-Like Carbon at nanometer-to-micrometer thickness for extreme hardness on cutting tools, turbine blades, and medical devices
- Ceramic-filled polymer coatings — load epoxy matrices with Al2O3 particles to increase wear resistance and adhesion by 30-50%, widely used for subsea umbilical cables and downhole tools
These coatings carry higher cost and application complexity, making them appropriate for high-value components in aerospace, oil and gas, or heavy industrial applications rather than standard structural fabrications.
Key Factors to Consider When Choosing a Corrosion-Resistant Coating
The right coating is always context-dependent—a coating that excels in one application can fail prematurely in another. The following five factors bridge the gap between technical coating specifications and real-world manufacturing and operational requirements.
Operating Environment and Exposure Conditions
The corrosive threat determines the protection level required. Salt spray exposure (coastal or marine), chemical immersion, high humidity, UV exposure, and temperature cycling each place distinct demands on a coating system.
ISO 12944-2 quantifies environmental severity by measuring first-year steel thickness loss:
| Corrosivity Category | Thickness Loss (µm/year) | Typical Environments |
|---|---|---|
| C1 (Very Low) | ≤1.3 | Heated buildings, dry/cold atmospheres |
| C2 (Low) | 1.3–25 | Rural areas, low pollution |
| C3 (Medium) | 25–50 | Urban/industrial atmospheres, low-salinity coastal areas |
| C4 (High) | 50–80 | Industrial areas, moderate-salinity coastal areas |
| C5 (Very High) | 80–200 | High-humidity industrial areas, high-salinity coastal zones |
| CX (Extreme) | 200–700 | Offshore areas, extreme industrial environments |
Understanding exposure severity upfront prevents over-engineering (paying for performance that isn't needed) and under-engineering (selecting a coating that fails prematurely and drives up maintenance costs).
Substrate Material and Coating Compatibility
Not all coatings are compatible with all metals. Common mismatches include:
- Powder coating — bonds well to steel and aluminum, but requires different pretreatments for each
- Zinc-rich coatings — designed specifically for ferrous substrates; ineffective on non-ferrous metals
- Anodizing — applicable only to aluminum and titanium
When dissimilar metals are joined in an assembly, check for galvanic incompatibility. The coating must account for the electrochemical relationship between metals to avoid accelerating corrosion at contact points. Zinc-rich primers and dielectric coatings are the most practical options when dissimilar metal contact cannot be avoided.
Surface Preparation Requirements
Coating adhesion and long-term performance are directly tied to the cleanliness and profile of the substrate surface before coating is applied. Mill scale, rust, oil, and surface contamination create weak adhesion points that allow moisture to migrate under the coating film.
Industry data confirms that up to 80% of premature coating failures are directly attributable to inadequate surface preparation. SSPC-SP10/NACE Sa2.5 (Near-White Blast) is the standard for severe environments, allowing a maximum 5% staining per unit area.
Media blasting is the industry-standard method for creating the anchor profile that coating systems require. High-performance industrial epoxies typically need a dense, angular anchor profile of 2.0–4.0 mils (50–100 µm). Working with a fabricator that offers in-house blasting capabilities makes a measurable difference in coating longevity.

Regulatory and Environmental Compliance
Certain high-performance coatings face increasing regulatory restrictions due to their hazardous byproducts. OSHA caps hexavalent chromium (Cr(VI)) exposure at 5 µg/m³, and the EU REACH program is proposing sweeping bans on Cr(VI) substances including chromate conversion coatings.
EPA NESHAP Subpart MMMM mandates Maximum Achievable Control Technology (MACT) to limit organic HAP emissions from solvent-borne industrial coatings. State regulations like SCAQMD Rule 1107 strictly limit VOC content and prohibit hexavalent chromium concentrations greater than 5.0 ppm.
Before approving a coating system for aerospace, defense, or export applications, verify compliance against current EPA, OSHA, RoHS, and REACH requirements — each program carries distinct and sometimes conflicting obligations.
Total Cost of Ownership
Upfront coating cost and lifecycle cost are rarely the same number. A system priced lower at application can easily outspend a premium alternative once recoating labor, access costs, and downtime are factored in.
ASTM A1068 provides the standard practice for calculating Life-Cycle Cost (LCC) using Net Present Value (NPV) to account for inflation, interest rates, and maintenance intervals over the project design life.
75-Year Lifecycle Cost Comparison:
| Coating System | Initial Cost ($/ft²) | 75-Year Total Cost ($/ft²) |
|---|---|---|
| Hot-Dip Galvanizing | $1.76 | $4.29 |
| Epoxy/Polyurethane | $3.35 | $61.63 |
| Metallizing | $8.37 | $62.80 |
For fabricated assemblies that are difficult or expensive to recoat in service — elevated structures, subsea equipment — the math almost always favors investing in a higher-performing initial coating system.
How IMTS Can Help with Corrosion Protection for Custom Fabrications
IMTS is a custom metal fabricator based in Marathon, NY, with end-to-end capability spanning CNC machining, laser cutting, AWS-certified welding, media blasting, and powder coating. Corrosion protection is built into the fabrication workflow at every stage—not applied as a last step.
In-house media blasting uses glass bead and coal slag media to remove scale, oxidation, and surface contaminants before any coating is applied. This creates the clean, profiled surface that coatings need for maximum adhesion—and eliminates quality risks from outsourced surface prep.
Powder coating is performed in a large-capacity 106" x 60" x 90" curing oven, allowing IMTS to finish substantial fabricated assemblies as complete units. The process includes iron phosphate chemical film washing, which strengthens coating adhesion and adds a layer of corrosion resistance—critical for components used in industrial equipment, automotive assemblies, and outdoor structures.
AWS-certified welding integrates directly with the coating workflow. Weld zones—where spatter and heat-affected areas can compromise coating performance—receive dedicated surface preparation before finishing. IMTS's certified welders use Miller Dynasty 300 TIG and Miller CP-302 MIG equipment, producing weld integrity that holds up through the coating process.
Additional capabilities that support corrosion protection:
- Stainless steel-compatible CNC mills (Haas VF3-SS, VF2-SS) for machining corrosion-resistant materials
- Water jet cutting that preserves material integrity in heat-sensitive alloys without thermal distortion
- Full inspection reporting with portable and stationary CMM equipment to verify coating thickness and surface quality
- 16-foot box truck for convenient pickup and delivery of components before and after finishing
Keeping laser cutting, forming, welding, blasting, and powder coating under one roof means fewer handoffs, tighter quality control, and shorter lead times. For industrial clients who need production-ready components with corrosion protection built in, IMTS handles the full sequence without subcontracting any stage of the process.
Conclusion
The best corrosion-resistant coating is not the most technically advanced one—it is the one that correctly matches protection mechanism to operating environment, substrate, service life requirement, and budget. Barrier coatings seal out moisture and oxygen. Sacrificial coatings corrode preferentially to save the underlying metal. Specialty coatings withstand extreme temperatures and chemical attack. Each has a role, and the decision framework outlined in this guide provides a practical starting point.
Coating selection should be revisited as service conditions change or as new compliant coating chemistries become available. Partnering with a fabricator who understands both the manufacturing process and the coating requirements leads to better outcomes than treating surface protection as a last-minute specification.
When corrosion costs the global economy $2.5 trillion annually (with up to 35% of that cost preventable), investing in proper coating selection and surface preparation pays off in decades of extended service life.
Frequently Asked Questions
Which coating offers the best corrosion protection?
For steel in aggressive outdoor or marine environments, zinc-rich coatings and hot-dip galvanizing offer the strongest protection through combined barrier and sacrificial mechanisms. Epoxy and powder coat systems perform well in less severe conditions but lack the electrochemical defense of zinc-based options.
What is the best coating to prevent galvanic corrosion?
Dielectric coatings and zinc-rich primers are the most practical options — dielectric materials electrically isolate dissimilar metals, while zinc-rich primers provide sacrificial protection when isolation isn't feasible in fabricated assemblies.
Does epoxy phenolic coating resist corrosion?
Yes, epoxy-phenolic coatings offer strong resistance to corrosion, particularly in immersion and chemical exposure environments such as tanks and piping. They are typically used as linings rather than exterior topcoats since they degrade under UV exposure.
How long do corrosion-resistant coatings last?
Hot-dip galvanizing can protect structural steel for 70+ years in industrial atmospheric conditions; powder coatings typically deliver 15-20 years depending on film thickness and exposure. Both timelines shorten considerably in harsh environments or with inadequate surface preparation.
Is powder coating good for corrosion protection?
Powder coating provides effective barrier corrosion protection for steel and aluminum components in most industrial and architectural applications. Its performance depends heavily on proper surface preparation and is best combined with a zinc-rich primer for maximum protection in outdoor or high-humidity environments.
What is the difference between a barrier coating and a sacrificial coating?
Barrier coatings (epoxy, powder coat, paint) physically seal the substrate from moisture and oxygen, while sacrificial coatings (zinc-rich primers, galvanizing) protect the substrate electrochemically by corroding preferentially in its place. Sacrificial coatings continue to protect the steel even when the coating film is scratched or damaged.