Introduction
Choosing the wrong sheet metal fabrication process leads to poor tolerances, wasted material, or costly rework that derails timelines and budgets. Engineers, product designers, OEM buyers, and procurement managers face this decision on nearly every project.
CNC machining sheet metal fabrication uses computer-controlled machines to precisely cut, form, and join sheet metal into finished parts and components—removing the inconsistency that manual fabrication introduces.
This article breaks down the core CNC sheet metal fabrication techniques, how the end-to-end process works, what affects outcomes, and when each technique is appropriate. Understanding these fundamentals helps you communicate requirements accurately and avoid the trial-and-error approach that inflates costs.
Key Takeaways
- CNC sheet metal fabrication combines computer-controlled precision with a wide range of gauges and alloys to deliver consistent, complex parts at scale
- Main techniques include laser cutting, water jet cutting, CNC bending and forming, and welding—each with distinct strengths depending on part geometry, material, and tolerance
- Process outcomes depend on material type, sheet thickness, design tolerances, machine capabilities, and finishing requirements
- Knowing which technique fits your part—and when to combine methods—directly affects lead time, cost, and quality
What Is CNC Sheet Metal Fabrication?
CNC (Computer Numerical Control) sheet metal fabrication uses programmed machine instructions to cut, shape, and assemble thin sheet metal into functional parts. Per the AWS D9.1/D9.1M:2018 Sheet Metal Welding Code, sheet metal is typically defined as material under 6mm thick. This differs fundamentally from CNC machining of solid stock, where material is removed from a billet rather than formed from flat sheet.
The process achieves repeatable, high-accuracy parts with consistent geometry, minimal material waste, and the structural integrity needed for industrial, commercial, or custom applications. Unlike traditional manual fabrication, where accuracy depends on operator skill, CNC removes this dependency by repeating programmed tool paths identically across every part in a run.
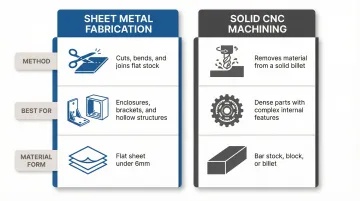
The two approaches serve different design needs:
| Sheet Metal Fabrication | Solid CNC Machining | |
|---|---|---|
| Method | Cuts, bends, and joins flat stock | Removes material from a solid billet |
| Best For | Enclosures, brackets, hollow structures | Dense parts with complex internal features |
| Material Form | Flat sheet (under 6mm) | Bar stock, block, or billet |
Core CNC Sheet Metal Fabrication Techniques Explained
CNC sheet metal fabrication combines multiple techniques applied in sequence or combination, depending on part geometry, material, and functional requirements. Facilities like IMTS operate laser cutting, water jet, CNC forming, welding, and finishing under one roof, eliminating handoffs between vendors that add lead time and coordination complexity.
Laser Cutting
A high-powered laser beam (CO2 or fiber) follows a CAD-programmed path to melt and vaporize sheet metal along precise contours. Fiber lasers have largely displaced CO2 systems for thin-gauge work—they operate at >30% wall-plug efficiency compared to CO2's <10%, while cutting up to 5x faster on materials under 1/2-inch thick.
Why fiber lasers dominate:
- 1.064 µm wavelength absorbs efficiently into reflective metals (copper, brass) that cause CO2 lasers to reflect and damage optics
- Achieve tolerances of ±0.03 to ±0.1 mm on cut profiles
- Cut mild steel up to 30mm, stainless to 40mm, aluminum to 30mm
- Reduce electrical operating costs by up to 70%
Laser cutting is the dominant method for intricate profiles, slots, and contour-heavy parts. IMTS operates a Bescutter 510 Fiber Laser (3kW, 5'×10') capable of cutting steel up to ¾" thick with excellent edge quality and tight tolerances across production runs.
Water Jet Cutting
Water jet cutting uses a high-pressure stream (60,000 to 90,000 PSI) of water mixed with abrasive media to cut sheet metal through supersonic erosion—no heat involved. This is essential for heat-sensitive alloys or materials where heat-affected zones (HAZ) would compromise structural or dimensional integrity.
Cold cutting advantages:
- Zero HAZ—preserves metallurgical properties throughout material thickness
- No thermal distortion or warping in thin sheets
- Cuts composites, titanium, and thick plate (>25mm) that lasers struggle with
- Achieves ±0.001" to ±0.005" tolerances
IMTS offers water jet cutting via an Omax Maxium 1530 system (5'×10') that can cut any material composition to virtually unlimited thickness, making it ideal for applications requiring thick sections or materials that cannot tolerate heat exposure.
CNC Bending and Forming
CNC press brakes apply controlled force along a programmed bend line to deform flat sheet metal into channels, brackets, enclosures, and three-dimensional structures. Bend angle, bend radius, springback compensation, and material ductility are all managed through CNC programming rather than manual adjustment—this enables repeatable bends across production runs.
Springback is a key variable: high-strength steels exhibit 5°–15° of springback, compared to just 1°–2° for aluminum. Advanced CNC press brakes with real-time angle measurement achieve ±0.1° to ±0.2° accuracy by dynamically compensating for this behavior.
Critical forming parameters:
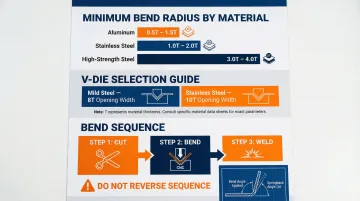
- Minimum bend radius: Aluminum requires 0.5T-1.5T, stainless steel 1.0T-2.0T, high-strength steel 3.0T-4.0T (where T = material thickness)
- V-die selection: Typically 8T for mild steel, 10T for stainless to accommodate springback
- Bend sequence: Order matters—bending after welding distorts welds; holes too close to bend lines become ovals
IMTS operates three press brakes: two 90-ton Amada units (FBD III-8025 and HFBO-8025) for heavy-duty work and one 25-ton US Industrial Machinery Model 224 for lighter forming.
Welding and Joining
Welding is the assembly stage of sheet metal fabrication, joining formed parts into complete assemblies. The primary CNC-assisted methods are MIG (GMAW), TIG (GTAW), and spot welding, each affecting joint strength, heat distortion, and cosmetic finish differently.
Welding method selection:
- MIG welding: High-speed production welding for structural components and frameworks; good penetration and deposition rates
- TIG welding: Precision welding for stainless steel, aluminum, and exotic materials; superior control and weld quality on thin materials
- Spot welding: Resistance welding for overlapping sheet metal joints; fast cycle times for repetitive assembly
IMTS maintains AWS Certified Welding credentials—a quality indicator that ensures adherence to American Welding Society standards. The facility operates multiple Miller and Lincoln welders including a MillerDynasty 300 TIG system specifically designed for precision work on stainless, aluminum, and specialty alloys.
How CNC Sheet Metal Fabrication Works End-to-End
A part moves from digital design through machine programming, material preparation, sequential fabrication operations, and final inspection before delivery. Each stage must be completed accurately for the downstream stage to succeed—errors compound quickly in multi-process fabrication.
Step 1: Design and CNC Programming
The process begins with a CAD model (or 2D drawing) translated into machine-readable instructions via CAM software. The programmer defines tool paths, bend sequences, laser power settings, or punch patterns specific to each operation.
Design-for-manufacturability (DFM) reviews at this stage catch problems before any material is touched:
- Impossible bend radii that cause cracking
- Holes placed too close to bend lines (minimum 2.5 times thickness plus one bend radius)
- Conflicting tolerances between features
- Missing bend reliefs that cause material tearing
CAM software like TRUMPF's TruTops Boost automates nesting (arranging parts to minimize scrap), kerf compensation (accounting for material removed by cutting), and bend sequence optimization.
Step 2: Material Selection and Setup
The correct sheet metal material (aluminum, stainless steel, cold-rolled steel, copper) and gauge are selected based on functional requirements. Material is fixtured or loaded into the CNC machine, and the operator validates zero points and program parameters before the first cut.
Material-specific considerations:
- Stainless steel requires more laser power than aluminum
- High-strength steel may require pre-heating for bending
- Thicker gauges limit minimum bend radii and affect cut edge quality
- Reflective metals (copper, brass) require fiber lasers, not CO2
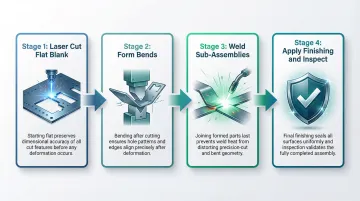
Step 3: Sequential Fabrication Operations
Most parts require more than one technique in sequence. A typical flow: laser cut the flat blank → form bends → weld sub-assemblies → apply finishing (powder coat, media blast).
Why sequence matters:
- Cutting before bending preserves dimensional accuracy of cut features
- Bending before welding prevents weld distortion from forming forces
- Deburring before powder coating prevents trapped coating that causes defects
- Final inspection after all operations validates cumulative dimensional accuracy
When parts move between multiple vendors, each handoff introduces risk — tolerance stack-up, miscommunication on specifications, and scheduling gaps. Shops that perform all operations in-house eliminate those failure points.
Step 4: Inspection and Quality Verification
Finished parts require dimensional verification against original design specifications. Shops with in-house CMM (coordinate measuring machine) equipment can issue full inspection reports confirming part conformance.
IMTS operates portable (Keyence XM-5000) and stationary (Starrett HGC 1820-16) CMM systems plus advanced imaging measurement (Keyence IM-8000) for comprehensive dimensional verification. For industries like medical device, aerospace, and automotive — where a non-conforming part can trigger a production shutdown — having traceable inspection reports built into the workflow removes a significant sourcing risk.
Key Factors That Affect CNC Sheet Metal Fabrication Outcomes
Even with CNC automation, multiple variables determine whether the finished part meets spec. Understanding these factors helps customers communicate requirements accurately and helps fabricators select the right approach.
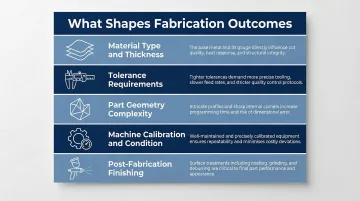
Five variables consistently shape fabrication outcomes:
- Material type and thickness — Different alloys respond differently to cutting, bending, and welding. Stainless steel requires more laser power than aluminum; high-strength steel may need pre-heating before bending; thicker gauges limit minimum bend radii and affect cut edge quality.
- Tolerance requirements — Tighter tolerances demand more programming precision, slower cutting speeds, and careful fixturing. Narrowing bending tolerance from ±0.5mm to ±0.05mm can increase costs by 5 to 8 times due to inspection gridlock, frequent recalibration, and higher scrap rates. Apply tight tolerances only to critical mating features.
- Part geometry complexity — Multiple bends, tight corner radii, or features close to bend lines require careful sequence planning and may need specialized tooling. A simple two-bend bracket programs in minutes; a six-sided enclosure with integrated mounting features takes significantly longer.
- Machine calibration and condition — CNC accuracy depends on calibration, tooling condition, and program quality. An improperly calibrated press brake or worn laser lens degrades part quality regardless of the program. Regular maintenance is non-negotiable for consistent results.
- Post-fabrication finishing — Processes like powder coating, media blasting, or anodizing impose their own dimensional requirements. Parts bound for powder coating need clean edges and no sharp burrs. Powder coating adds 60 to 120 microns (2.4 to 4.7 mils) of dry film thickness — account for that in CAD when tight assembly fits are required.
Getting these five factors right before a job starts reduces rework, controls cost, and keeps delivery schedules intact.
Common Misconceptions and When CNC Sheet Metal Fabrication Isn't the Right Choice
Misconception 1: "CNC" Automatically Means High Precision
Precision in sheet metal fabrication is technique-dependent, not process-wide. A laser-cut profile can achieve ±0.05mm tolerances while a bent feature on the same part may carry ±0.2° variability. Knowing where accuracy is guaranteed versus managed is critical — not every dimension can hold micron-level tolerances.
Misconception 2: Sheet Metal and CNC Machining from Solid Stock Are Interchangeable
Sheet metal is a forming process suited to thin-walled, hollow, or flat-based geometries. CNC machining from solid stock is better suited for parts requiring deep pockets, integrated threads, thick cross-sections, or extreme surface finish requirements. The two processes complement each other — but they serve fundamentally different design requirements.
Those distinctions also define where sheet metal fabrication simply doesn't belong. Here's when another process is likely the better call:
When CNC sheet metal fabrication is not the right fit:
- Very low volume one-off parts where setup cost outweighs benefit
- Parts requiring wall thicknesses outside standard sheet gauge ranges (typically 0.5mm to 6mm)
- Applications requiring the structural density of solid billet
- Designs with features like blind bores or complex internal cavities that sheet metal cannot form
- Parts requiring volumetric tolerances tighter than ±0.1mm across all dimensions
Defaulting to sheet metal fabrication without evaluating geometry, volume, and tolerance requirements leads to unnecessary cost or compromised results. The right process becomes clear once you've matched those variables to what each method actually delivers.
Frequently Asked Questions
What is the difference between CNC sheet metal fabrication and CNC machining from solid stock?
Sheet metal fabrication shapes thin flat metal through cutting, bending, and joining, while CNC machining removes material from a solid block. Sheet metal suits hollow or flat-based parts like enclosures and brackets; machining suits dense, precision parts with complex internal features like housings with integrated bores.
What materials are commonly used in CNC sheet metal fabrication?
Aluminum, stainless steel, cold-rolled steel, hot-rolled steel, copper, and galvanized steel are the most common options. Material choice drives process decisions — for example, fiber lasers handle reflective copper well, stainless exhibits more springback than aluminum during bending, and galvanized steel requires special prep before powder coating.
What tolerances can CNC sheet metal fabrication typically achieve?
Tolerances vary by technique. Laser cutting achieves ±0.03 to ±0.1mm on cut profiles; water jet cutting achieves ±0.127mm; press brake bending achieves ±0.1° to ±0.2° on bend angles with advanced systems. Bent features carry inherent variability due to springback—material properties and thickness significantly affect achievable tolerances.
How does laser cutting differ from water jet cutting for sheet metal?
Laser cutting uses heat to melt and vaporize material (fast, precise, but creates a heat-affected zone), while water jet uses cold abrasive pressure at 60,000-90,000 PSI (no heat distortion, suited for heat-sensitive materials or thicker stock). Water jet is mandatory when metallurgical integrity cannot be compromised.
What industries rely most heavily on CNC sheet metal fabrication?
Automotive, aerospace, electronics, HVAC, and industrial equipment are primary users. Any industry requiring consistent, repeatable metal enclosures, brackets, chassis, or structural panels benefits from CNC sheet metal fabrication. The global sheet metal market exceeded $181 billion in 2024 with 7.0% annual growth.
How do I choose the right CNC sheet metal fabrication technique for my project?
Evaluate part geometry, material, required tolerances, production volume, and finishing requirements. Work with a full-service fabricator who performs cutting, forming, welding, and finishing in-house — integrated shops reduce lead times and maintain tighter quality control than multi-vendor workflows.