Introduction
Yes, aluminum can be powder coated successfully — and done right, it outperforms liquid paint on durability, corrosion resistance, and color retention. It's a go-to finishing method for aluminum parts across construction, automotive, and consumer applications.
However, aluminum's natural oxide layer makes it fundamentally different from steel. This oxide film reforms within seconds of cleaning and actively rejects powder adhesion if not properly addressed. Achieving a durable, professional finish requires specific preparation steps that many shops skip or rush through — and that's where most coating failures originate.
This guide covers the full process, critical parameters, common mistakes, and when powder coating is (and isn't) the right choice for aluminum — so you know exactly what it takes to get results that last.
Key Takeaways
- Aluminum can be powder coated successfully with proper surface preparation
- The process follows four stages: surface prep, powder application, curing, and quality inspection
- Removing aluminum's oxide layer — through chemical treatment or abrasive blasting — is the single most important factor for adhesion
- Curing temperature and coating thickness directly determine finish durability and adhesion strength
- Powder coating outperforms liquid paint in both durability and corrosion resistance for aluminum parts
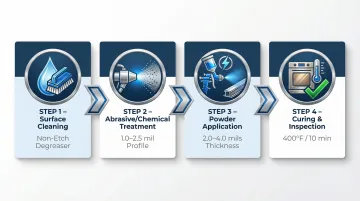
How to Powder Coat Aluminum: Step-by-Step Process
The powder coating process follows a consistent sequence, but the most common point of failure is surface preparation. Rushing or skipping any stage leads to poor adhesion, peeling, or premature coating failure. Here's how to do it right.
Step 1: Surface Cleaning and Degreasing
Remove all oils, mill scale, grease, and contaminants using a non-etch degreaser formulated for aluminum. Standard steel degreasers often contain sodium metasilicate, which bonds to aluminum and blocks subsequent conversion coatings—causing premature corrosion.
Aluminum's oxide layer forms naturally and must be chemically or mechanically addressed before powder will bond. Unlike steel, the oxide layer that protects aluminum from corrosion also prevents organic coatings from adhering.
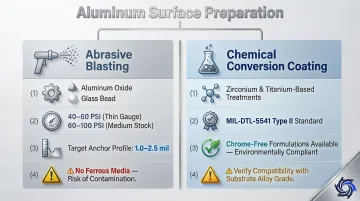
Step 2: Abrasive Blasting or Chemical Treatment
Two primary methods prepare aluminum surfaces for powder coating:
Abrasive (Media) Blasting:
- Uses aluminum oxide (angular, aggressive) or glass bead (spherical, gentler) media
- Pressure settings: 40-60 psi for thin aluminum sheets; 60-100 psi for medium thickness
- Target profile: 1.0 to 2.5 mil anchor profile for optimal powder adhesion
- Critical: Never use steel shot or iron-based media—ferrous contamination causes galvanic corrosion and coating failure
Chemical Conversion Coating:
- Zirconium or titanium-based treatments (MIL-DTL-5541 Type II) provide chemical bonding
- Chrome-free formulations eliminate hexavalent chromium hazards while meeting military and AAMA standards
- Creates a protective layer that locks out moisture and oxygen, preventing oxide reformation
Minimum thickness requirement: Parts thinner than 20-gauge (0.036") are highly susceptible to warping during blasting and curing. Use reduced blast pressure (40-60 psi), softer media (glass bead), and low-cure powder formulations for thin-gauge aluminum.
IMTS handles media blasting in-house using glass bead and coal slag, keeping parts within a single facility from surface prep through final coating. This eliminates the contamination risk that comes from transferring blasted parts between shops.
Step 3: Powder Application
An electrostatic spray gun positively charges powder particles, which are then attracted to the grounded aluminum part. This electrostatic attraction ensures even distribution across edges and contours without drips or runs.
Application parameters:
- Voltage: 50-80 kV for flat panels; reduce to 20-25 µA for recessed areas to prevent back-ionization
- Target thickness: 2.0 to 4.0 mils (50 to 100 microns) for general applications
- AAMA architectural standards: Minimum 1.2 mils (30 microns) on exposed surfaces
- Too thin causes poor coverage and pinholing; too thick risks orange peel texture or cracking during cure
Step 4: Curing and Quality Inspection
Place parts in a temperature-controlled oven; the powder melts, flows, and chemically crosslinks into a durable finish. Standard polyester powders typically require 10 minutes at 400°F (204°C) peak metal temperature—not oven air temperature. Low-cure formulations designed for heat-sensitive assemblies cure at 340°F (171°C) for 10 minutes.
Critical distinction: Cure schedules specify the temperature the metal part must reach, not the oven setpoint. Thick or dense aluminum parts require longer dwell times to reach proper metal temperature.
After cooling, verify quality across three areas:
- Measure coating thickness with eddy-current gauges (ASTM D7091), using aluminum conductivity compensation
- Test adhesion via crosshatch tape test (ASTM D3359), often after 20-minute boiling water immersion for AAMA compliance
- Inspect visually for orange peel, pinholes, or color variation across the entire part
IMTS integrates inspection equipment throughout the manufacturing process, using Keyence portable CMM and imaging systems to verify dimensional accuracy and coating quality, ensuring parts maintain specifications through the entire finishing process.
Key Parameters That Affect Powder Coating Results on Aluminum
Even with proper preparation, results depend on controlling several variables throughout the process. Understanding these parameters separates a durable finish from one that fails prematurely.
Curing Temperature and Duration
Undercuring leaves the finish soft and prone to scratching; overcuring causes discoloration, brittleness, or adhesion failure. The correct temperature must match the specific powder formulation — not a one-size-fits-all setting.
Variations of just 20-30°F can affect outcome. Standard polyester powders require 400°F (204°C) for 10 minutes, while low-cure options work at 340°F (171°C). Parts with varying thickness should be batched by thermal mass when possible to prevent undercured thin sections and overcured thick ones in the same run.
Coating Thickness
Aluminum's smooth surface provides less mechanical grip than rougher metals, so consistent thickness directly determines adhesion quality across the part.
Professional applications target 2.0-4.0 mils. Thicker coats require adjusted curing times to ensure complete crosslinking, and uneven thickness causes visible defects — orange peel texture and inconsistent corrosion protection are the most common results.
Surface Profile After Blasting or Etching
The texture from blasting or chemical etching determines how well powder particles anchor before curing — and the margin for error is narrower on aluminum than on steel.
Too smooth and powder won't adhere. Too aggressive and thin parts can warp or develop stress points. Target a 1.0 to 2.5 mil anchor profile that balances mechanical interlocking with substrate integrity. The right profile depends on the alloy and part geometry.
Powder Formulation and Alloy Compatibility
Not all powder chemistries perform equally across aluminum alloys. The three most commonly coated alloys — 5052, 6061, and 7075 — each behave slightly differently at the surface, which affects primer selection and adhesion strategy.
Key formulation considerations include:
- Thermosetting polyesters — the standard choice for aluminum; good balance of durability and cost
- UV-resistant formulations — required for outdoor applications; standard powders without UV stabilizers fade and chalk within a few seasons
- TGIC-free superdurables — now match AAMA 2604 performance (5-year South Florida exposure) while eliminating harmful crosslinkers
- Low-cure powders — suited for heat-sensitive alloys or assemblies with mixed-material components
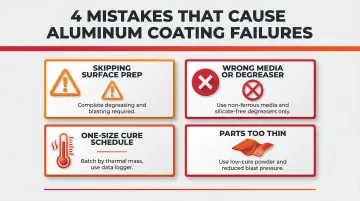
Common Mistakes When Powder Coating Aluminum
Understanding where the process typically fails helps you avoid expensive rework and coating failures.
Four mistakes account for most aluminum powder coating failures:
- Skipping or rushing surface prep — Up to 80% of coating failures trace back to inadequate preparation. Incomplete degreasing or blasting leaves the oxide layer intact, causing early peeling and bubbling.
- Wrong degreaser or blast media — Iron-based degreasers and ferrous blast media contaminate aluminum surfaces. Embedded steel from iron grit triggers galvanic corrosion, destroying the coating from beneath. Use non-etch, silicate-free degreasers and non-ferrous media only (aluminum oxide or glass bead).
- One-size-fits-all cure schedules — Parts with different thicknesses need different thermal treatment. Group by thermal mass when possible, and use a data logger to confirm metal temperature—not just oven air temperature—hits the required cure point.
- Processing parts too thin for the process — Aluminum thinner than 20-gauge (0.036") can warp or lose dimensional tolerance at standard cure temperatures (340–400°F). Use reduced blast pressure, softer media, and low-cure powder formulations for these parts.
When Should You Powder Coat Aluminum — And How Do Alternatives Compare?
Powder coating suits aluminum parts that need long-term corrosion protection, color durability, and impact resistance. Typical applications include:
- Outdoor furniture and architectural components
- Enclosures, signage, and agricultural equipment
- Custom fabricated structural parts
Comparing Three Main Finishing Options
| Feature | Powder Coating | Anodizing | Liquid Paint |
|---|---|---|---|
| Durability | High chip/scratch resistance (3H-4H pencil hardness) | File-hard; highest abrasion resistance | Softer film (F-H); prone to scratching |
| Corrosion Protection | Excellent with proper prep | Superior; inorganic oxide layer | Good but requires frequent maintenance |
| Color Options | Infinite solids/textures; limited metallics | Earth tones, black, clear only | Infinite colors; up to 30% metallic pigment |
| VOC Emissions | Zero to near-zero | Zero | High (~4.8 lbs/gal); requires thermal oxidizers |
| Cost Range | $6-$8/sq ft for fabricated parts | Generally less than paint (except coil) | $2-$6/sq ft |
| Outdoor Longevity | 10-20+ years (AAMA 2604/2605) | 20+ years | 5-10 years before significant fade |
For most industrial and commercial aluminum parts, powder coating hits the right marks on durability, color range, and long-term cost — though a few specific scenarios favor anodizing or liquid paint instead.
When Powder Coating Is NOT the Best Fit
- Complex internal channels: Deep recesses are difficult to coat evenly due to Faraday cage effects
- Ultra-thin parts: Components thinner than 20-gauge risk warping during cure
- Precision electrical components: Applications requiring extremely thin, uniform coatings may be better served by anodizing
- Exact metallic matching: Liquid PVDF can hold up to 30% metallic pigment vs. powder's ~6% limit
Troubleshooting Common Powder Coating Problems on Aluminum
Even well-run processes encounter issues. Knowing how to identify and correct them quickly prevents scrapped parts and rework costs. Even well-run processes encounter issues. Knowing how to identify and correct them quickly prevents scrapped parts and rework costs. The three most common problems — poor adhesion, surface texture defects, and UV-related color loss — each have clear causes and straightforward fixes.
Poor Adhesion or Peeling After Cure
The most common culprit is incomplete removal of the aluminum oxide layer, or contamination introduced between prep and application. Aluminum re-oxidizes within seconds after cleaning if no conversion coating is applied — which means timing matters as much as technique.
Check these variables first:
- Verify degreasing effectiveness using water-break test
- Confirm conversion coating was applied correctly and rinsed thoroughly
- Inspect for moisture or oil contamination in blast equipment
- Check that parts moved directly from prep to powder application without extended exposure
Orange Peel Texture on the Finished Surface
Orange peel almost always traces back to gun distance, voltage settings, or film thickness that's too heavy for the cure cycle used. Start with these adjustments:
- Adjust spray gun distance (typically 6-10 inches from part)
- Reduce electrostatic voltage to 50-80 kV for flat surfaces
- Reduce film thickness per pass to stay within 2.0-4.0 mil target
- Confirm oven airflow is uniform and not creating hot spots
Color Fade or Chalking After Outdoor Exposure
Chalking and fading point to one thing: a powder formulation without UV stabilizers on an exterior application. For outdoor or high-UV environments, the powder grade determines how long the finish holds up.
Specify accordingly:
- AAMA 2604 superdurable polyesters maintain color (Delta E < 5) for 5 years under South Florida exposure conditions
- AAMA 2605 fluoropolymer powders last 10+ years with 50% gloss retention
- Standard polyesters without UV protection typically fade within 1-2 years outdoors
Conclusion
Powder coating aluminum is achievable and produces excellent results—but only when surface preparation, curing parameters, and powder selection are handled correctly. Most failures trace back to skipped prep steps or mismatched process settings, not the material itself.
Shops like IMTS handle media blasting, powder coating, and inspection under one roof, which eliminates the handoff errors that cause inconsistent results. This integrated approach keeps parts moving from surface preparation through final inspection without the contamination risks or delays that come with splitting the work across multiple vendors.
Frequently Asked Questions
Will powder coating stick to aluminum?
Yes, powder coating adheres well to aluminum when the surface is properly prepared. The natural oxide layer must be removed or treated with a conversion coating, and the surface must be mechanically profiled through blasting or etching to create anchor points for the powder.
Is it better to powder coat or paint aluminum?
Powder coating is the better choice for durability, corrosion resistance, and environmental safety. Paint costs less upfront and is easier to touch up, but chips and fades faster while releasing VOCs. For industrial or outdoor aluminum applications, powder coating delivers significantly longer service life—10-20+ years vs. 5-10 years for liquid paint.
How much does it cost to powder coat aluminum?
Pricing varies based on part size, complexity, surface prep requirements, and batch volume. Professional shops typically charge $6-$8 per square foot for fabricated aluminum parts like gates and enclosures, with total project costs ranging from $400-$1,300 depending on scope.
What aluminum alloys can be powder coated?
Most wrought alloys work well—5052, 6061, and 7075 are the most common choices for structural and fabricated parts. Cast aluminum requires a pre-bake at 415-435°F for 45-60 minutes before coating to prevent outgassing, which causes pinholes and blisters in the finished surface.
How long does powder coating last on aluminum?
With proper prep and a UV-resistant powder formulation, powder coated aluminum maintains its finish for 10-20+ years even in outdoor conditions. AAMA 2604 superdurable polyesters last 10-20 years, while elite AAMA 2605 fluoropolymers can last 20-30+ years before significant color fade or chalking occurs in harsh outdoor environments.
Can powder-coated aluminum be repaired or touched up?
Minor spot repairs are difficult because new powder won't blend seamlessly with cured coating—the repair area will show a visible texture and color difference. Significant damage typically requires stripping the entire part chemically or through media blasting and recoating from scratch to achieve a uniform appearance.
