Introduction
A metal part's performance and appearance don't end at the machining stage. The surface finish applied afterward often determines whether a component succeeds or fails in its intended environment. Without proper finishing, precision parts can corrode prematurely, coatings peel off within months, or assemblies fail to meet dimensional tolerances, causing costly rework.
Selecting the wrong surface finishing technique leads to real consequences. Industry data reveals that 75% of all coating failures stem from inadequate surface preparation, not defects in the coating itself. Poor finishing decisions also contribute to the $2.5 trillion global cost of corrosion, equivalent to 3.4% of world GDP.
This guide breaks down the main finishing categories, explains how surface roughness measurements work, and gives you a practical framework for matching the right technique to your application — before you commit to a process that's difficult or expensive to reverse.
Key Takeaways
- Surface finishing alters the outer layer of a manufactured part to achieve specific properties — smoothness, corrosion resistance, hardness, or appearance
- Different techniques suit different materials and requirements — mechanical finishing, blasting, coatings, and plating each serve distinct functions
- Finish quality is measured using Ra values (microinches or micrometers) or numbered grades — lower Ra values indicate finer, smoother surfaces
- The right choice depends on material, function, environment, and cost constraints
- No single finish works for every application; the optimal choice is always specific to the part and its end use
What Is Surface Finishing and Why Does It Matter?
Surface finishing is a broad category of industrial processes that alter the outermost layer of a manufactured part to achieve specific properties such as smoothness, corrosion resistance, hardness, improved adhesion, or cosmetic appearance. An unfinished machined surface is often called a "mill finish" — the basic supply condition for metals as they come directly from the mill, whether hot or cold rolled.
Surface finishing is typically one of the last steps in fabrication. After it's applied, the part is generally considered complete — making it a high-stakes decision that can't easily be undone. The wrong finish choice produces real consequences:
- Parts that corrode prematurely in service
- Dimensional tolerance failures that cause assembly problems
- Bacterial harborage in food or medical environments
- Components that simply don't perform as designed
The economic impact is substantial. The National Association of Corrosion Engineers estimates that by applying available corrosion-control practices — including proper surface finishing and coating — industries could save between $375 billion and $875 billion annually. That figure puts surface finishing in perspective: it's not a cosmetic afterthought, but a decision that directly determines how long a part survives in the field.
Types of Surface Finishing Techniques
Surface finishing is not a single process but a family of techniques, each working through a different mechanism. Some remove or reshape material, others add a new layer, and others alter the surface chemistry. The right choice depends on part material, required outcome, and production context.
Mechanical Finishing
Mechanical finishing includes grinding, lapping, honing, polishing, and buffing — that use abrasive action to physically remove microscopic material and reduce surface roughness. Grinding uses rigid abrasive wheels for heavier stock removal, while lapping uses a fluid-suspended abrasive for fine, close-tolerance work.
Common applications:
- Tight dimensional tolerances on machined metal parts
- Removing tooling marks left by CNC milling or turning
- Aerospace and automotive components requiring burr-free and smooth sealing surfaces
- O-ring glands and hydraulic seals requiring specific Ra values
For dynamic seals, surface finishes must be carefully controlled. Parker's O-Ring Handbook specifies that dynamic seals need an ideal Ra of 10 to 20 µin (0.25 to 0.5 µm) — rough enough to hold small amounts of lubricating oil but smooth enough to prevent excessive wear.
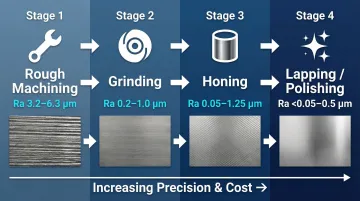
Achievable Ra ranges by process:
| Process | Ra Range (µm) | Ra Range (µin) | Primary Application |
|---|---|---|---|
| Rough Machining/Milling | 3.2 – 6.3 | 125 – 250 | Non-critical structural components |
| Grinding | 0.2 – 1.0 | 8 – 40 | Precision sizing and smoothing |
| Honing | 0.05 – 1.25 | 2 – 50 | Internal cylinders and bearing seats |
| Lapping/Polishing | < 0.05 – 0.5 | < 2 – 20 | Ultrasmooth sealing surfaces |
Mechanical finishing offers high precision and broad compatibility with metals including steel, aluminum, brass, and alloys. It's time-intensive for large surface areas, and heat buildup can affect material properties if not controlled. Improving a surface from 1.6 µm Ra to 0.8 µm typically doubles machining time and costs due to slower feed rates and secondary operations.
Abrasive Blasting and Media Blasting
Abrasive blasting propels abrasive media — such as steel shot, glass beads, aluminum oxide, or sand — at high velocity against a workpiece surface. This removes rust, scale, old coatings, and surface contamination while leaving a uniformly textured matte profile. Media type determines the aggressiveness and final texture of the result.
Media selection fundamentals:
Angular media like aluminum oxide and garnet cut the metal to create deep peaks ideal for coating adhesion. Spherical media like glass beads and steel shot peen the surface, lowering Ra and creating a uniform matte finish.
Where it works best:
- Surface preparation before painting or powder coating where adhesion depends on surface profile
- Rust and paint removal from existing components
- Producing a consistent matte or satin appearance on structural parts
- Creating anchor profiles for high-performance coatings
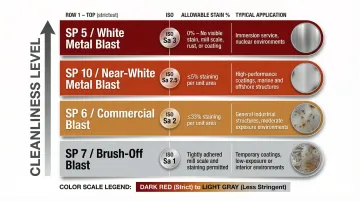
Industry cleanliness standards:
| SSPC/NACE Standard | ISO 8501 Equivalent | Allowable Stains | Typical Application |
|---|---|---|---|
| SP 5 (White Metal) | Sa 3 | 0% | Severe corrosive environments |
| SP 10 (Near-White) | Sa 2.5 | 5% | High-performance coatings |
| SP 6 (Commercial) | Sa 2 | 33% | Standard repainting |
| SP 7 (Brush-Off) | Sa 1 | 100% (tightly adhered) | Short-life coatings |
Blasting is fast and effective at cleaning large surfaces while improving coating adhesion. It can distort thin-walled parts, requires containment and dust management, and leaves a matte finish that may not suit cosmetically critical applications.
Because surface prep directly determines coating performance, keeping blasting and finishing under one roof — as part of an integrated workflow — eliminates handoff delays and quality gaps between steps.
Coating Finishes
Coating finishes apply a new material layer onto the surface without fundamentally altering the substrate. This category covers both liquid paint (including anti-corrosion and epoxy variants) and powder coating, which uses an electrostatic charge to apply a dry powder that is then cured under heat or UV to form a hard, even finish.
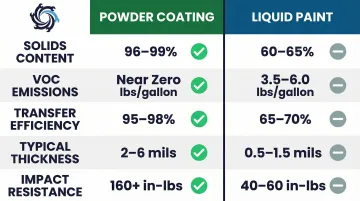
Powder coating vs. liquid paint:
| Metric | Powder Coating | Liquid Paint |
|---|---|---|
| Solids Content | 100% solids | 40% – 65% solids |
| VOC Emissions | Zero/negligible | High (332 – 450 g/L) |
| Transfer Efficiency | Up to 95% (overspray reclaimed) | 30% – 40% (generates waste) |
| Typical Thickness | 2.0 – 5.0 mils (50 – 125 µm) | 2.0 – 4.0 mils (50 – 101 µm) |
| Impact Resistance | High (up to 160 in-lbs) | Moderate |
The global powder coatings market was valued at $10.39 billion in 2023 and is projected to reach $15.34 billion by 2030, driven by stringent VOC regulations and demand for durable finishes.
Typical use cases:
- Vehicle frames, structural steel, outdoor equipment requiring weather resistance
- Consumer products needing durable, color-consistent finishes
- Industrial assemblies where impact and UV resistance are critical
- Parts requiring minimal dimensional change during finishing
The cure process:
Standard powder coatings require high temperatures ranging from 160°C to 200°C for 10 to 20 minutes. UV-curable powder coatings melt at lower temperatures (90–140°C) and cure in seconds when exposed to ultraviolet light, making them suitable for heat-sensitive substrates like certain alloys or assemblies.
Coating finishes offer broad color options, corrosion protection, relatively low cost at scale, and minimal dimensional change. Powder coating requires an oven curing step that limits use on heat-sensitive assemblies.
Paint can chip or peel if surface prep is inadequate — 75% of coating failures stem from poor preparation, not the coating itself. Shops like IMTS address this by integrating media blasting, iron phosphate chemical film washing, and oven curing (106"×60"×90" capacity) into a single workflow, so prep quality and coating quality stay consistent from start to finish.
Electroplating and Chemical Treatments
Electroplating uses electrical current to deposit a thin layer of metal (such as nickel, chrome, zinc, or copper) onto a workpiece submerged in an ion-containing solution. Related chemical treatments include anodizing (an electrochemical process that thickens the natural oxide layer on aluminum) and passivation (a chemical process that removes free iron from stainless steel to restore its corrosion-resistant oxide layer).
Where each process applies:
- Electroplating: Parts requiring improved wear resistance, conductivity, or appearance (jewelry, PCBs, hydraulic components)
- Anodizing: Standard in aerospace and consumer electronics for aluminum components
- Passivation: Required in food-grade and medical stainless steel fabrication
Anodizing types (MIL-PRF-8625):
- Type I: Chromic acid anodizing (0.5 - 7 µm) — very thin
- Type II: Sulfuric acid anodizing (2.5 to 25 µm) — conventional, excellent for absorbing dyes
- Type III: Hardcoat anodizing (12.7 to 114 µm) — extreme abrasion resistance
Anodic coatings penetrate the substrate while simultaneously growing outward. Expect each surface to grow by roughly half the total coating thickness.
Electroplating and chemical treatments create extremely thin, uniform layers and can add precious or functional metals to a base material. They do add cost and complexity, involve chemical handling and waste management, and introduce dimensional changes that must be factored into tight-tolerance part designs.

For external threads with a 60-degree included angle, the pitch diameter will increase by 4 times the plating thickness. If a 5 µm to 25 µm zinc coating is applied without pre-machining allowances, the nut will fail to assemble onto the bolt.
Understanding Surface Finish Numbers and Measurements
The Ra (Roughness Average) System
Ra is a numerical measurement of surface texture expressed in microinches (µin) or micrometers (µm), representing the average deviation of the surface from a mean line. Common Ra values in metal fabrication range from 250 µin (rough machined) down to 8 µin or less (precision ground or lapped).
Critical principle: A lower Ra number means a smoother surface. So "32" (µin) is smoother than "125" but rougher than "8."
According to ASME B46.1 and ISO 4287, Ra is the arithmetic mean of the absolute values of the profile height deviations recorded within a specified evaluation length, measured from the mean line. Ra is expressed in either micrometers (µm) or microinches (µin), where 1 µm equals approximately 40 µin.
Ra provides a reliable overall measurement of roughness amplitude, but it does not describe the shape of the profile — for example, whether the surface has sharp peaks or rounded valleys.
Numbered Grade Designations
The numbered grade designation system (e.g., #3, #4, #7, #8) is used in metal finishing for stainless steel and other metals using progressively finer abrasives:
- #3: Rough grinding finish
- #4: Common brushed/architectural finish
- #7: Semi-bright, highly reflective with grit lines
- #8: Mirror finish, highly reflective smooth
These grade numbers indicate surface appearance and texture direction rather than a precise roughness measurement.
Mapping finish grades to Ra values:
| Finish Grade | Description | Approximate Ra Equivalent |
|---|---|---|
| No. 3 | Intermediate linearly textured | Up to 40 µin (1.0 µm) |
| No. 4 | General purpose polished/brushed | Up to 25 µin (0.63 µm) |
| No. 7 | Highly reflective, buffed | Visual standard |
| No. 8 | Mirror-like smooth | Visual standard |
Practical Difference Between Systems
Both systems serve distinct roles depending on the application context. Ra values appear in engineering drawings and inspection specs, while numbered finish grades are standard in architectural, food-grade, and decorative stainless steel work.
The distinction matters in practice: a No. 4 finish covers a wide grit range — anywhere from 60 to 220 grit — which leaves room for interpretation. OEMs in strict QC environments increasingly specify exact Ra values instead, removing that subjectivity from the equation.
How to Choose the Right Surface Finishing Technique
Choosing the right technique means matching the process to the part's material, functional requirements, operating environment, and production volume. The cheapest option upfront is rarely the most cost-effective once rework or early failure is factored in.
Key Decision Factors
1. What does the surface need to do?
Function drives technique selection:
- Resist corrosion: Coating finishes, anodizing, or passivation
- Seal against fluid: Mechanical finishing to achieve specific Ra values (10-20 µin for dynamic seals)
- Look polished: Mechanical polishing or #7/#8 finish grades
- Accept a coating: Abrasive blasting to create anchor profile
2. What material is the part made from?
Some processes are material-specific:
- Anodizing: Aluminum only
- Passivation: Stainless steel
- Powder coating: Most metals (steel, aluminum, alloys)
- Mechanical finishing: Compatible with most metals
3. What tolerances does the part need to maintain?
Processes like electroplating add thickness and must be accounted for. For threaded parts, plating increases pitch diameter by 4 times the plating thickness. Anodizing adds 50% of the coating thickness to each surface.
Environmental and End-Use Considerations
Outdoor or corrosive environments:
Parts used outdoors or in corrosive environments need coatings or plating with long-term protection. SP 10 (Near-White Metal) or SP 5 (White Metal) blast standards are required for high-performance coatings in harsh environments.
Food-grade or medical parts:
These require finishes that are bacteria-resistant and meet regulatory standards:
- Food & Dairy: 3-A Sanitary Standards require ≤ 32 µin (0.8 µm) Ra for product contact surfaces
- Biopharmaceuticals: ASME BPE SF4 demands ≤ 15 µin (0.38 µm) Ra plus electropolishing
Structural parts that will be painted:
These need appropriate surface prep. Angular blasting media creates the anchor profile necessary for coating adhesion.
Budget and Volume
Some finishes are cost-efficient at high volumes (powder coating, blasting), while others are more cost-intensive and better suited to smaller quantities of high-value components (electroplating, precision lapping).
Improving a surface from 1.6 µm Ra to 0.8 µm typically doubles machining time and costs. Pushing to 0.4 µm can increase machining time by 150%.
Common Mistakes to Avoid When Selecting a Surface Finish
Over-specifying finish quality — Requesting a mirror-polish or tight Ra value when the application doesn't require it drives up cost and lead time. Restrict ultra-fine finishes to critical functional areas like hydraulic sealing surfaces.
Skipping surface prep — Coating or plating over contamination, scale, or tooling marks leads to adhesion failure. Proper blasting or mechanical prep is foundational, not optional. Industry data consistently attributes the majority of coating failures to inadequate surface preparation.
Ignoring dimensional impact — Material added by plating or coating causes fit and assembly issues on tight-clearance parts. Always specify pre-plate or pre-anodize machining allowances on engineering drawings.

Frequently Asked Questions
What is the surface finishing process?
Surface finishing refers to multiple industrial processes applied to a manufactured part's surface to achieve desired properties such as smoothness, corrosion resistance, hardness, or appearance. It is typically performed as one of the final steps in fabrication before delivery or assembly.
What does surface finish mean?
Surface finish describes the texture, roughness, and condition of a part's outer surface after processing. It is both a measurable characteristic (using Ra values) and a qualitative label covering appearance and performance in the part's intended environment.
What are the different types of surface finishes?
The main categories are mechanical finishing (grinding, polishing, lapping), abrasive blasting (sandblasting, media blasting), coating finishes (painting, powder coating), and electroplating/chemical treatments (plating, anodizing, passivation). Many finished parts require more than one category — for example, blasting before powder coating.
What are the 5 types of metal finishing?
Five commonly recognized types are: (1) mechanical finishing, (2) electroplating, (3) powder coating and painting, (4) chemical treatments such as anodizing and passivation, and (5) abrasive blasting. Each serves distinct functional or aesthetic goals, and they're frequently sequenced together on a single part.
What do numbers like '8' and '32' mean in surface finishes?
"8" refers to a #8 mirror finish grade — a polished stainless steel designation achieved using progressively finer abrasives. "32" refers to an Ra value of 32 microinches, a measure of surface roughness. These are two different measurement systems used in different contexts: finish grades for architectural/decorative applications, Ra values for engineering specifications.