This guide walks you through the decisions that matter: how to read your material before you touch a tool, which cutting method fits your stock thickness and hardness, how to match blades and discs to avoid premature failure, and the techniques that separate rough cuts from precision results.
TLDR:
- Match your tool to material type (ferrous vs. nonferrous) and thickness to avoid blade failure and poor cuts
- Use higher TPI blades (20-24) for thin sheet metal, mid-range (10-18) for medium stock, and lower TPI (8) for thick plate
- Secure your workpiece firmly—vibration and movement cause wandering cuts and operator injury
- Apply cutting fluid on sustained cuts to reduce heat, extend blade life, and prevent warping
- For complex profiles or tight tolerances, CNC laser and water jet deliver consistency manual tools cannot replicate
Understand Your Metal Before You Pick Up a Tool
Ferrous vs. Nonferrous: Why It Determines Everything
Ferrous metals—steel, cast iron, stainless steel—contain iron and are magnetic. They're harder, generate sparks when cut with abrasive tools, and require blades designed to handle heat and abrasion.
Nonferrous metals—aluminum, copper, brass—lack iron, are softer, and tend to gum up cutting edges because chips stick to the blade rather than breaking away cleanly.
Industry machinability ratings illustrate this divide: aluminum and copper alloys score 200-400% compared to standard steel, while 316L stainless scores just 36% due to low thermal conductivity and high toughness. Aluminum cuts faster but needs specialized tooth geometry to prevent loading; stainless demands constant feed rates to avoid work-hardening.
Thickness Drives Tool Selection
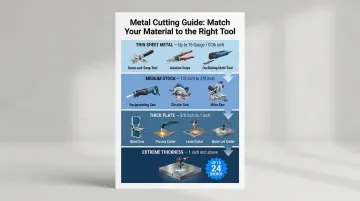
Material thickness determines which tools are physically capable of making the cut:
- Thin sheet metal (up to 16 gauge / 0.06"): Score-and-snap with a straightedge, aviation snips, or oscillating tools
- Medium stock (1/8" to 3/8"): Reciprocating saws, circular saws with metal-cutting blades, or miter saws for angle cuts
- Thick plate (3/8" to 1"): Band saws for shop work, or plasma/laser/water jet for precision
- Extreme thickness (1" and beyond): Water jet cutting, which can handle up to 24 inches thick without heat distortion
Hardness and Alloy Grade Add Complexity
Not all steel is created equal. Mild steel cuts predictably with standard blades. Hardened stainless steel, however, work-hardens rapidly under heat and friction—the crystal structure transforms into harder martensitic crystals that destroy tooling. Cutting stainless requires maintaining constant feed rates and avoiding dwelling or rubbing.
Common Metal Cutting Considerations:
- Aluminum: Prone to gumming; softer alloys load blades quickly—use high-TPI nonferrous blades with negative hook angles and TCG geometry to eject chips
- Mild Steel: Cuts predictably with standard ferrous blades, abrasive or carbide-tipped
- Stainless Steel: Work-hardens fast—maintain constant feed, use high-lubricity coolant, and avoid chlorinated fluids
- Copper: Ductile and cuts easily, but needs lubrication to prevent blade staining
The Right Tool for the Job: A Practical Overview
Angle Grinder
The angle grinder is a versatile workhorse for rough cuts on ferrous metal—sheet, rebar, bolts, angle iron. It spins at extreme speeds, often 11,000 RPM on a 4-1/2 inch model, throwing sparks up to 30 feet.
Precision use requires discipline: let the tool's weight do the work and never force the disc. For repeated cuts, switch to diamond-rated ferrous cutting blades. Diamond blades last 30X longer than abrasive discs, cut faster, and hold their full diameter rather than shrinking with use.
Reciprocating Saw
The reciprocating saw is the power hacksaw for demolition and tight-space cuts—pipes, bolts, nails embedded in structure. Precision depends on three factors:
- Blade type: bimetal or carbide-tooth blades rated for metal
- TPI for thick metal (1/8" to 1/2"): 8-10 TPI; for thin metal and conduit: 14-24 TPI
- Speed: keep it low to reduce deflection and extend blade life
Always ensure 2-3 teeth engage the material to prevent snagging.
Circular Saw
A circular saw fitted with a ferrous or nonferrous metal-cutting blade can cut mild steel up to approximately 3/8 inch and is effective for long, straight cuts in roofing or siding. Metal-cutting circular saws use low-RPM motors and carbide-tipped blades to shear metal rather than abrade it.
Secure the workpiece firmly and cut slowly without forcing the blade—this produces straight, burr-minimal results. Clamping a guide fence ensures consistent straight cuts on sheet metal.
Miter Saw
The miter saw is the preferred tool for accurate, repeatable angle cuts on aluminum rods, tubes, and profiles when fitted with a nonferrous-rated blade. Use a wood backer board to stabilize thin-walled pieces and prevent the blade from catching and distorting the material.
For best results, spec your nonferrous blade carefully:
- Tooth count: 80 teeth for a 10-inch blade
- Hook angle: around -5 degrees (negative) to prevent the blade from grabbing soft metal
Oscillating Tool and Band Saw
The oscillating tool excels at flush cuts in confined spaces—corroded hardware, plumbing in tight quarters—where no other tool fits.
The band saw is the preferred shop tool for precise straight and contour cuts on thicker stock. Band saws machine away metal in chips, keeping temperature very low across the substrate and cutting tool, unlike abrasive cut-offs that throw 1,800°F sparks. Band saws produce less heat and a narrower kerf, making them ideal for precision work.
How to Match Blades and Discs to Your Cut
TPI Selection Rule
TPI (teeth per inch) determines cut quality and speed. The rule: more teeth engage more material, producing smoother cuts but cutting slower.
TPI by Material Thickness:
- Up to 5/32" (thin sheet metal): 14–24 TPI to prevent blade snagging
- 5/32" to 5/16" (medium stock): 10–14 TPI for a balance of speed and finish
- 5/16" to 1/2" (thick material): 8–10 TPI where chip clearance matters more than fine finish
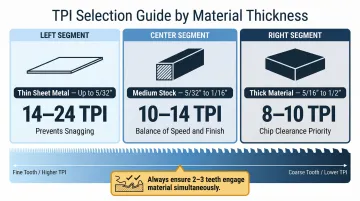
Always ensure 2-3 teeth engage the material simultaneously to prevent tooth breakage.
Ferrous vs. Nonferrous Blade Labeling
Using the wrong blade type damages both blade and workpiece. A ferrous blade on aluminum causes rapid gullet loading—the soft aluminum melts and welds to the teeth, rendering the blade useless. Nonferrous blades use Triple Chip Grind (TCG) to divide chips and achieve smooth cuts without clogging.
A nonferrous blade on steel wears prematurely because it lacks the abrasion resistance needed for harder materials.
Abrasive Discs vs. Diamond-Rated Blades
Traditional abrasive wheels cost around $2 but wear away quickly, shrinking as they cut. As diameter decreases, surface feet per minute (SFPM) drops, significantly reducing cutting efficiency.
Metal-bonded diamond wheels cost more initially but deliver 1,000+ cuts and 30X longer life. Because they're made with a solid steel core and diamond edge, they retain 100% of their diameter, ensuring consistent reach and cut depth throughout their lifespan.
Techniques for Achieving Precise, Clean Cuts
Secure the Workpiece First
Securing the workpiece is the single most impactful step for cut accuracy. Clamps, vises, or backing boards prevent vibration and drift that cause wandering cuts, distorted edges, and operator injury.
Clamping technique by material:
- Sheet metal: Clamp flat against a sacrificial backing board to prevent flexing
- Round stock: Use V-blocks or pipe clamps to prevent rolling
- Angle iron: Clamp the wider leg flat to the table for stability
Workpiece vibration can reach acceleration amplitudes up to 60 m/s² during cutting, directly degrading surface roughness and dimensional accuracy.
Marking and Layout
Use a scribe or fine-tip marker rather than pencil for metal—pencil rubs off easily. Apply masking tape over the cut line to reduce burring on finished surfaces. Double-check measurements before cutting—metal cannot be uncut.
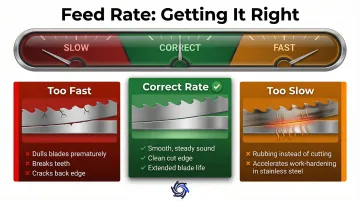
Feed Rate Control
The most common cause of imprecise cuts is forcing the tool. Let the blade do the work—an appropriate feed rate sounds smooth and steady, not labored or squealing. A slower, controlled pace reduces both heat buildup and blade deflection.
Getting the rate wrong in either direction causes problems:
- Too fast: Dulls blades prematurely, breaks teeth, and cracks the blade's back edge
- Too slow: Causes rubbing instead of cutting, accelerating work-hardening in materials like stainless steel
Cutting Fluid and Coolant
Lubricants reduce heat and friction, extend blade life, minimize material warping (especially on thin stock and heat-sensitive metals), and produce a cleaner cut edge.
Cutting fluid by material:
- Carbon steel: Soluble oils or semi-synthetics—maintain proper concentration to prevent rust
- Stainless steel: High-lubricity synthetics—avoid chlorides, which cause stress corrosion cracking
- Aluminum: Mineral oils or specialized MQL—avoid active sulfur, which causes staining
For dry-cut tools like angle grinders, allow the material to cool between passes to limit heat distortion and extend disc life.
Metal Cutting Safety: Non-Negotiable Essentials
Metal cutting generates hot chips, sharp shards, noise, and fine metallic particles — each posing distinct hazards. Controlling those hazards starts with the right gear and disciplined work habits.
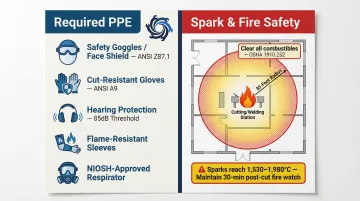
Required PPE
Personal protective equipment for metal cutting includes:
- Safety goggles or full face shield: ANSI/ISEA Z87.1 rated with Z87+ mark for high-impact protection
- Cut-resistant gloves: ANSI/ISEA 105 rated—A9 gloves withstand over 6,000 grams of cutting force
- Hearing protection: When exposure exceeds 85 decibels over 8 hours
- Flame-resistant long sleeves: To protect from hot sparks and metal fragments
- Dust mask or respirator: NIOSH-approved when cutting generates toxic fumes
Behavioral Safety Rules
- Always clamp before cutting—never hold small pieces by hand
- Allow freshly cut metal to cool before handling—edges remain dangerously hot
- Read disc/blade rating labels and never exceed RPM limits
- Keep bystanders clear unless they are also wearing PPE
- Inspect blades for cracks or damage before each use—perform the "ring test" on abrasive wheels by tapping them; a cracked wheel produces a dead sound instead of a clear metallic ring
Fire and Spark Management
Grinding sparks can reach temperatures between 1,530°C and 1,980°C. OSHA 1910.252 mandates clearing combustibles within a 35-foot radius before cutting ferrous metal and maintaining a 30-minute post-cut fire watch. Keep a fire extinguisher within reach. Sparks can travel up to 35 feet and land on materials that smolder for several minutes before igniting — fire watch exists for exactly that reason.
When the Job Calls for Professional-Grade Precision
Hand tools and shop saws reach their limits when jobs require complex profiles, tight dimensional tolerances, high-volume repetitive cuts, or materials that demand heat-affected zone control. These scenarios call for CNC laser cutting, water jet cutting, and CNC milling—technologies that deliver results manual cutting cannot replicate.
CNC Laser Cutting
Modern fiber lasers, such as 24kW systems, can cut mild and stainless steel up to 60mm (2.4 inches) thick with tolerances between ±0.03 mm to ±0.2 mm. Laser cutting excels at high-speed production of thin to medium sheet metal with fine detail.
However, because it's a thermal process, it creates a Heat Affected Zone (HAZ). In 6mm steel, a laser cut typically leaves a kerf of 0.3mm and a HAZ width of 0.2mm, which can alter material properties near the cut edge.
Water Jet Cutting
Abrasive water jet cutting is a cold-cutting process that creates zero HAZ, preserving material integrity without heat distortion. Water jets can cut virtually any material up to 24 inches thick, with typical tolerances ranging from ±0.003" to ±0.005". This makes water jet the superior choice for heat-sensitive aerospace alloys, composites, and extreme thickness applications.
IMTS: Integrated Precision Under One Roof
IMTS (Innovative Machine Tool Solutions) in Marathon, NY combines laser cutting, water jet, CNC machining, and CMM inspection under one roof—so parts move from raw stock to verified finished dimensions without leaving the facility.
Their equipment covers a wide range of precision requirements:
- Bescutter 510 Fiber Laser (3kW, 5'×10') — cuts steel up to ¾" thick with tight tolerances and clean edge quality for complex profiles
- Omax Maxium 1530 water jet — handles heat-sensitive materials and intricate geometries without thermal distortion, at any thickness
- Haas vertical machining centers — from compact Mini Mills to the large VF5 (50"×26"×25" work envelope) for precision milling operations
- Advanced turning centers with live tooling and sub-spindles for complex turned components
- CMM inspection using Keyence and Starrett equipment, with full inspection reports on every part
All cutting and machining services integrate directly with AWS-certified welding, powder coating, and media blasting. For fabricators or manufacturers who need repeatable precision without capital equipment investment, IMTS's locally sourced materials, in-house trucking, and single-vendor workflow measurably cut lead times.
Frequently Asked Questions
What is the best tool for cutting thick steel plate precisely?
Thick steel plate is best handled by band saws in a shop setting for cost-effective precision, or by plasma/laser/water jet for high-precision production work. Hand tools like reciprocating saws work for occasional cuts but lack the consistency needed for tight tolerances.
How do I prevent metal from warping during cutting?
Keep blades sharp, use cutting fluid to reduce heat buildup, make multiple shallow passes on thick material, and clamp the workpiece firmly. For thermal cutting methods, optimize your cut sequence and let each local area cool before returning for the next pass.
What blade should I use to cut aluminum cleanly?
Use a nonferrous-rated blade with a high tooth count (80 teeth for a 10-inch miter saw blade) and Triple Chip Grind (TCG) geometry — ferrous blades will gum up and ruin the edge. A wood backer board behind thin-walled aluminum helps stabilize the cut on a miter saw.
How do I get a straight cut in sheet metal without expensive equipment?
Use the score-and-snap technique with a straightedge and utility knife for light-gauge sheet metal. For longer straight cuts with a circular saw, clamp a guide fence parallel to your cut line and let the saw's base ride against it to maintain alignment.
What is the difference between laser cutting and water jet cutting for metal?
Laser cutting suits thin to medium stock (up to ~2.4 inches), delivering fine detail and fast throughput, though it produces a small Heat Affected Zone (~0.2mm). Water jet uses high-pressure abrasive water with no heat at all, making it the better choice for heat-sensitive materials, very thick stock (up to 24 inches), or any application where zero HAZ is required.
Do I need cutting fluid when cutting metal by hand?
Cutting fluid is recommended for any sustained metal cutting to reduce heat, friction, and blade wear, and is especially important for harder materials like stainless steel. Lighter cuts on aluminum or thin stock may be done dry with brief pauses to let the material cool between passes.