What Is Metal Processing? An Overview
Metal processing transforms raw metal stock into finished parts through a series of controlled operations—from initial shaping to final surface treatment. Modern metalworking breaks down into four broad categories: forming, cutting, joining, and finishing. Selecting the right approach means balancing part complexity, material properties, production volume, and tolerance requirements.
The right process choice determines whether a part ships on spec or goes back for rework—and that decision carries real cost implications. Forged steel components, for example, exhibit 26% higher tensile strength and 37% higher fatigue life than cast equivalents, yet casting remains more economical for complex near-net shapes.
Process selection within cutting follows the same logic. Plasma cutting costs significantly less per foot for metals thicker than 16mm, while fiber lasers deliver superior ISO 9013 Range 1-2 tolerances for thin-gauge sheet work.
Most finished metal parts require a sequence of processes—a bracket may be laser-cut, press-brake formed, MIG welded, then powder coated. Working with a single vendor capable of all steps reduces dimensional error at handoffs, compresses lead time, and keeps coordination simple.
Key Takeaways
- Metal processing transforms raw metal into finished parts through forming, cutting, joining, and finishing operations.
- Forming reshapes metal without removing material; cutting removes material to achieve geometry; joining combines parts; finishing protects and refines surfaces.
- Single-source shops combining CNC machining, laser cutting, waterjet, and certified welding reduce handoffs and improve part quality.
- Inspection—including CMM measurement—is the final gate that confirms a finished part meets engineering specs before delivery.
Metal Forming Processes: Shaping Metal Without Removal
Forming processes deform metal plastically using heat, pressure, or both—but no material is actually removed. This makes forming highly efficient for high-volume or near-net-shape production, reducing scrap and machining time.
Casting
Casting pours molten metal into a mold to achieve a desired shape upon cooling. The most common variants include sand casting, die casting, and investment (lost-wax) casting. Sand casting accounts for 45.6% of the global metal casting market, driven by its flexibility, low tooling cost, and capacity to produce large, complex components like engine blocks and pump housings.
Ideal use cases:
- Complex near-net shapes with intricate internal geometries
- High-volume production runs of aluminum, iron, and zinc alloys
- Large castings where machining from solid stock would be too costly to justify
Limitations:
- Surface finish typically requires secondary machining
- Risk of internal porosity and inclusions
- Longer lead times for pattern and mold preparation
Forging and Rolling
Forging applies localized compressive force—either drop-forging with a die or hot-pressing with a hydraulic ram—to produce parts with superior grain structure and strength compared to casting. The process aligns grain flow to the part geometry, minimizing internal defects. Industry testing on 4140 steel demonstrates that forged parts deliver 52% higher yield strength and 37% higher fatigue strength at 10⁶ cycles than cast equivalents.
Typical applications:
- Crankshafts, connecting rods, and drivetrain components
- Flanges and pressure-vessel connectors
- Structural connectors in aerospace and heavy equipment
Rolling complements forging as the most cost-efficient method for reducing cross-sectional area and producing continuous lengths of sheet, plate, and structural shapes. Two temperature-based variants serve different production needs:
Hot rolling is performed above the metal's recrystallization temperature (850°C to 1,250°C for steel), making the metal malleable without cracking. It produces I-beams, plate, and structural sections with refined grain structure and reduced segregation.
Cold rolling occurs at room temperature, improving hardness, surface finish, and dimensional precision. It's the standard process for precision sheet and strip used in automotive body panels, appliance housings, and electronics enclosures.
Extrusion and Sheet Metal Forming
Extrusion forces heated metal through a hardened die to produce continuous profiles with complex cross-sections. Aluminum extrusion dominates this market, projected to reach $146.82 billion by 2030, with 6xxx series alloys (6061, 6063) representing the largest commercial volume.
These alloys are heavily used in architectural frames, automotive chassis, and EV battery enclosures due to their balance of strength, extrudability, and corrosion resistance. For harder heat-treatable alloys, billet temperatures typically range from 300°C to 595°C, with dies heated to around 425°C–450°C to prevent thermal mismatch.
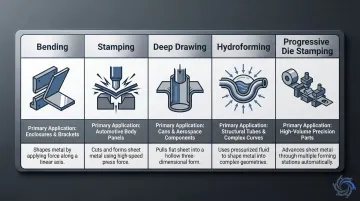
Sheet metal forming operations apply mechanical force at or near room temperature to produce enclosures, brackets, and structural panels. Key processes include:
- Bending – Creating angular features using press brakes
- Stamping – High-volume production of flat or shallow-drawn parts
- Deep drawing – Forming cups, cans, and cylindrical shells
- Hydroforming – Using fluid pressure to shape complex contours
- Progressive die stamping – Combining multiple operations in a single pass to reduce cost and scrap at high volumes
Metal Cutting and Machining Processes
Cutting processes bring a workpiece to a specified geometry by removing excess material. The three main sub-categories are chip-producing machining, thermal/energy cutting, and erosion-based cutting.
CNC Milling and Turning
CNC milling is a multi-axis process where rotating cutters remove material to produce complex 3D geometries, slots, and profiles. The X/Y/Z coordinate system and CAM programming enable repeatable tolerances.
Advanced CNC machines can achieve ±0.0002" (0.00508 mm) for aerospace or medical applications, but defaulting to ISO 2768-m (medium) standards — allowing ±0.1mm to ±0.2mm deviations — cuts cycle times and reduces scrap rates on typical production parts.
Vertical mills are most common for general machining, while horizontal mills excel at heavy cuts and multi-sided work. Shops equipped with both configurations—such as IMTS in Marathon, NY, which operates multiple Haas vertical mills ranging from compact Mini Mills to a large VF5 (50" × 26" × 25")—can handle the full range of prismatic part geometries.
CNC turning (lathe work) produces cylindrical surfaces by rotating the workpiece against a single-point tool. Key operations include facing, boring, threading, and knurling. Modern CNC lathes with live tooling can combine turning and milling in one setup, reducing cycle time and eliminating tolerance stack-up from multiple vendors. IMTS's Haas ST-30Y and ST-20Y lathes feature live tooling and sub-spindle capability for complete part machining in a single setup.
Thermal and Erosion Cutting
When chip-based machining isn't the right fit, thermal and erosion-based processes handle everything from thin sheet profiles to thick structural plate. The three primary methods differ significantly in precision, material compatibility, and heat input.
Laser cutting uses a focused beam to vaporize or melt a narrow kerf with minimal heat-affected zone (HAZ). Fiber lasers excel in thin-gauge applications (under 12-16mm), achieving kerf widths of 0.006" to 0.020" and ISO 9013 Range 1-2 tolerances (±0.006" to ±0.015"). They're well suited for sheet metal, intricate profiles, and low-distortion cutting of steel, stainless, and aluminum.
Plasma cutting uses an ionized gas jet to cut electrically conductive metals at high speed. It dominates for materials thicker than 16mm (5/8"), offering lower capital investment and faster cut speeds for structural plate. Edge quality falls into ISO 9013 Range 2-4 (±0.015" to ±0.030"), making it a practical choice where tight tolerances aren't required.
Waterjet cutting uses a high-pressure stream (60,000 to 94,000 psi) of water mixed with abrasive particles to cut virtually any material without introducing heat, eliminating thermal distortion entirely. This makes it the go-to method for heat-sensitive alloys, stacked materials, and thick plate.
Advanced 5-axis waterjet systems (such as the OMAX VersaJET and Flow Dynamic XD) automatically compensate for taper and stream lag, enabling bevel and contour cuts with up to 89° of wrist articulation. IMTS operates an Omax Maxim 1530 with a 5' × 10' cutting envelope — capable of processing any material composition at any thickness without heat-affected zones.
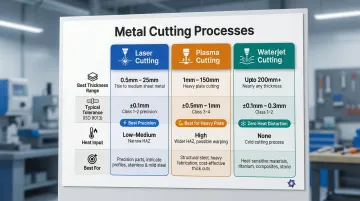
The table below summarizes key differences to help match the right process to your application:
| Process | Best Thickness Range | Typical Tolerance (ISO 9013) | Heat Input | Best For |
|---|---|---|---|---|
| Laser | Up to 12-16mm | Range 1-2 (±0.006"–±0.015") | Low HAZ | Sheet metal, intricate profiles |
| Plasma | 16mm+ (5/8"+) | Range 2-4 (±0.015"–±0.030") | Moderate | Structural plate, high-speed cuts |
| Waterjet | Any thickness | ±0.005"–±0.015" (typical) | None | Heat-sensitive alloys, thick plate |
Joining Processes: Welding, Brazing, and Mechanical Fastening
Joining processes permanently or semi-permanently connect two or more metal components. The choice affects joint strength, material compatibility, appearance, and repairability.
Welding
Welding is a fusion process that melts the base metals (and usually a filler) to form a metallurgical bond. Gas Metal Arc Welding (GMAW/MIG) leads the U.S. market with a 35% share due to its versatility, high deposition rates, and suitability for automated production. Other major processes include:
- TIG/GTAW (13% market share) – Delivers precision, clean welds on thin or exotic materials like stainless steel, aluminum, and titanium
- Stick/SMAW (26% market share) – Handles field welding for construction, pipeline repair, and outdoor applications where portability matters
- FCAW (18% market share) – Suited to heavy structural fabrication requiring deep weld penetration
Process selection is only part of the equation — execution quality determines whether a weld holds. AWS certification establishes that welders are tested to industry standards, which is essential for structural and load-bearing assemblies. Without strict adherence to qualified procedures, defect rates can reach 10–20% for uncontrolled FCAW processes. Teams validate weld quality through visual inspection, dimensional checks, and non-destructive testing.
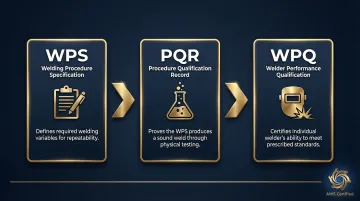
Key AWS quality documents:
- WPS (Welding Procedure Specification) – Formal document detailing required variables to assure repeatability
- PQR (Procedure Qualification Record) – Formal record of a test weld that was rigorously tested to prove the WPS produces a sound weld
- WPQ (Welder Performance Qualification) – Test demonstrating an individual welder's ability to produce welds meeting prescribed standards
IMTS performs MIG, TIG, and spot welding in-house using Miller, Lincoln, and ACME equipment, all operated by AWS-certified welders to ensure structural integrity and dimensional accuracy.
Brazing, Soldering, and Mechanical Joining
Brazing uses a filler metal with a liquidus temperature (the point at which the filler fully melts) above 450°C (840°F), drawn into a capillary joint by surface tension. Because the base metal does not melt, brazed joints carry less thermal stress than welded ones. When properly designed, they can exceed the intrinsic strength of the filler metal itself — 304 stainless butt joints brazed with ISO 17672 Ag350 silver filler routinely test above the filler's 275 MPa rating.
Soldering follows the same principle but uses fillers with liquidus temperatures of 450°C or less. It produces weaker joints suitable for electronics, plumbing, and low-stress applications.
Where permanent bonds aren't required, mechanical joining — riveting, bolting, and screws — offers a practical alternative. These methods allow disassembly, accommodate dissimilar-material joints, and are standard in flat-pack and modular assemblies. Welding has largely displaced riveting in structural work, but mechanical fasteners remain essential wherever maintenance access, repair cycles, or regulatory inspection demand it.
Surface Finishing and Treatment
Finishing operations are applied after primary forming, cutting, and joining to improve corrosion resistance, wear resistance, dimensional accuracy, or aesthetics. The choice of finishing method directly affects service life and regulatory compliance.
Heat Treatment
Heat treatment alters a metal's microstructure to achieve desired combinations of hardness, ductility, and toughness.
Annealing heats a metal to a suitable temperature and holds it, followed by slow cooling, to reduce hardness, improve machinability, and relieve internal stresses.
Quenching rapidly cools heated metal in a fluid (water, oil, or air) to harden it by trapping carbon atoms in the crystal lattice, forming brittle martensite. For AISI 1045 carbon steel, quenching from 820°C–850°C in water or brine maximizes hardness.
Tempering reheats quenched steel to a temperature below the critical range, followed by cooling, to relieve quenching stresses, reduce brittleness, and increase toughness. For AISI 1045, tempering at 400°C–650°C achieves the final desired hardness.
These three processes are often applied in sequence. A practical example: artificial aging of 6061 aluminum to a T6 temper at 160°C for 18 hours increases Ultimate Tensile Strength from 130 MPa (annealed) to 310 MPa—a 138% increase—and Yield Strength from 76 MPa to 270 MPa, a 255% increase.
Surface Coatings and Blasting
Media blasting prepares the surface before coating by removing mill scale, rust, and contamination. At IMTS, for example, glass bead and coal slag blasting serves as the first step in their integrated finishing workflow, followed by optional iron phosphate chemical film washing for enhanced corrosion protection and coating adhesion.
Powder coating delivers a durable, uniform, low-VOC finish available in any color. Compared to liquid PVDF paints (which contain 43–51% evaporating solvents by weight), powder coatings offer clear advantages:
- ~97% material utilization — overspray is reclaimed and reused
- Zero to trace VOC emissions
- Superior pencil hardness (3H to 4H vs. F to H for liquid coatings)
- Better impact resistance, making it well-suited for outdoor or high-wear environments
IMTS operates a 106" × 60" × 90" curing oven, accommodating substantial part sizes.
Electroplating applies a thin metallic layer for conductivity, corrosion resistance, or aesthetics. Zinc electroplating per ASTM B633 specifies four standard thickness classes: 5 µm (mild), 8 µm (moderate), 12 µm (severe), and 25 µm (very severe), with corrosion resistance verified via ASTM B117 salt spray testing.
Thermal spraying propels heated powder at velocities up to 550 m/s to create dense coatings ranging from 0.05 mm to 0.50 mm thick. High-Velocity Oxyfuel (HVOF) and Plasma Spray processes are used to apply Thermal Barrier Coatings (TBCs) to jet engine components operating in extreme high-temperature environments.
How to Choose the Right Metal Processing Method
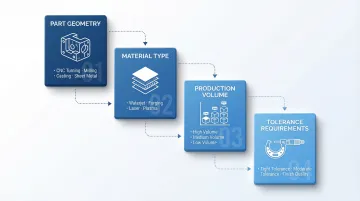
Selecting the right process requires evaluating four key factors in sequence:
1. Part geometry and complexity
- Simple cylindrical parts → CNC turning
- Complex 3D features → CNC milling
- Near-net complex shapes → Casting or forging
- Flat or shallow profiles → Sheet metal forming or laser cutting
2. Material type and properties
- Heat-sensitive alloys → Waterjet cutting (no HAZ)
- High-strength structural components → Forging (aligned grain flow)
- Thin-gauge stainless or aluminum → Fiber laser cutting
- Thick structural plate → Plasma cutting or hot rolling
3. Production volume
- High-volume (1,000+ parts) → Casting, stamping, or progressive die
- Low-volume or custom (1-100 parts) → CNC machining, laser cutting, waterjet
- Medium-volume (100-1,000 parts) → Hybrid approach or flexible automation
4. Tolerance and surface finish requirements
- Tight tolerances (±0.005" or better) → CNC milling and turning
- Moderate tolerances (±0.2mm) → ISO 2768-m standard, reducing cost and cycle time
- Smooth finish required → Cold rolling, precision grinding, or powder coating
The Multi-Process Reality
Most finished metal parts move through several processes before they're done. A structural bracket, for example, might be laser-cut from plate, press-brake formed, MIG welded to attach mounting tabs, media blasted to remove scale, and powder coated for corrosion protection — each step handled by a different team or the same shop.
Consolidating those steps with one vendor — as IMTS does across laser cutting, waterjet, CNC machining, forming, AWS-certified welding, and powder coating — reduces handoff errors, compresses lead time, and simplifies coordination on your end.
Approximately 70-80% of total manufacturing costs get locked in during the design phase — before a single part is cut. Post-tooling design changes cost 10× to 100× more than changes made during the concept phase. Early collaboration between designer and fabricator catches these issues before they become expensive. Key DFM factors include draft angles for casting, bend radii for sheet metal, weld access, and tolerance specification. A shop that reviews DFM before quoting saves you both money and schedule.
Frequently Asked Questions
What are the three main categories of metalworking processes?
Metalworking is divided into forming (shaping without material removal), cutting (removing material to achieve geometry), and joining (connecting parts), with finishing often cited as a fourth essential category that protects and refines surfaces.
What is the difference between hot rolling and cold rolling?
Hot rolling is performed above the metal's recrystallization temperature (850°C–1,250°C for steel) for easy shaping of structural sections like I-beams and plate. Cold rolling occurs at room temperature to improve surface finish, hardness, and dimensional precision for sheet and strip.
Which metal cutting process produces the most precise parts?
CNC milling and turning achieve the tightest tolerances (typically ±0.005" or better), while waterjet and laser cutting offer high precision with minimal thermal distortion for sheet and plate work. For non-critical dimensions, ISO 2768-m (±0.2mm) is the common default reference.
When should welding be chosen over brazing or mechanical fastening?
Welding is preferred when maximum joint strength and a permanent metallurgical bond are required. Brazing suits joints where lower heat input or dissimilar metals are involved. Mechanical fasteners are best when disassembly, maintenance, or inspection is needed.
What does powder coating offer over paint or electroplating?
Powder coating delivers a thicker, more uniform, and more impact-resistant finish than liquid paint, with no VOC emissions and approximately 97% material utilization. For outdoor or high-wear applications, it generally holds up better than standard electroplating at a comparable cost.
How do I know which metal processing method is right for my project?
Evaluate part geometry, material type, tolerance requirements, and production volume in that order. A fabricator with multi-process capabilities can assess design for manufacturability early, which reduces costly revisions and keeps lead times shorter.