TLDR:
- Precision cutting demands tolerances within ±0.005" or tighter using laser, waterjet, or CNC methods
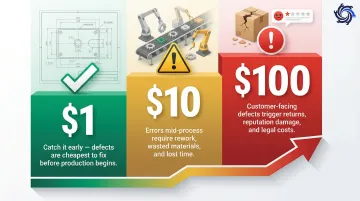
- The 1-10-100 Rule proves early defect detection costs $1 vs. $100 post-production
- Fiber lasers cut thin sheet 10x faster than waterjet with drastically lower per-part costs
- Work hardening in stainless and titanium requires aggressive feed rates to prevent tool rubbing
- Consolidating cutting, machining, and inspection under one roof compresses lead times and eliminates tolerance stack-up
What Is Precision Cutting and Why Does It Matter
Precision cutting is the process of removing or shaping material to exact dimensions within tight tolerances, distinguishing itself from general cutting through its focus on repeatability, surface finish quality, and dimensional accuracy. While a standard saw cut might achieve ±0.030" tolerance, precision cutting methods routinely deliver ±0.005" or tighter—a difference that determines whether parts assemble correctly or become expensive scrap.
Critical applications demand precision cutting:
- Aerospace components where structural integrity depends on exact fit
- Medical device parts requiring FDA-compliant dimensional verification
- Industrial machinery with mating surfaces and bearing seats
- Structural assemblies where misalignment creates cascading failures
Even small deviations compound through the production chain. When a cut is off by 0.010", subsequent welding, forming, and assembly operations all inherit that error. The 1-10-100 Rule puts a number on this: a defect costs $1 to fix in pre-production, $10 during production, and $100 once it reaches the customer. Getting the cut right the first time isn't just good practice—it's the most direct lever on total production cost.
That's why dimensional accuracy at the cutting stage protects every operation that follows—welding, forming, and final assembly all perform better when they start from a correct baseline.
Key Precision Cutting Methods in Metal Fabrication
Laser Cutting
Laser cutting uses a focused high-energy beam to melt and vaporize material along a programmed path. Modern fiber laser systems achieve positioning tolerances of ±0.01 mm to ±0.05 mm and operate at up to 50% wall-plug efficiency compared to just 10-15% for legacy CO2 systems.
Key advantages:
- Tight tolerances as fine as ±0.002" for demanding applications
- Minimal heat-affected zone with fiber lasers preserving material properties
- Fast cycle times up to 100 meters per minute on thin materials
- Excellent for sheet metal up to 25mm thick in mild steel
Limitations: Maximum thickness constraints (typically ¾" for steel), and challenges with highly reflective materials like copper and brass in older CO2 systems (though fiber lasers handle these well).
For thin-to-medium sheet metal, fiber lasers cut up to 10x faster than waterjets, reducing per-part costs significantly: $0.06 for laser vs. $1.10 for waterjet on a 10mm steel part.
IMTS operates a Bescutter 510 Fiber Laser with 3kW power and a 5'×10' cutting bed, capable of cutting steel up to ¾" thick while maintaining excellent edge quality and tight tolerances across production runs.
Water Jet Cutting
Abrasive waterjet cutting uses high-pressure water mixed with garnet abrasive to cut through materials without introducing heat. This cold-cutting process produces zero heat-affected zone (HAZ), preserving the metallurgical properties of the material completely.
Key advantages:
- No thermal distortion or HAZ—ideal for heat-sensitive materials
- Cuts materials up to 12 inches thick
- Tolerances of ±0.005" to ±0.001" with taper-compensation heads
- Handles any material composition including composites and exotic alloys
Limitations: Slower cycle times than laser, wastewater disposal requirements, and higher per-part cost at scale due to abrasive consumption (garnet accounts for 60-70% of running costs).
60k PSI pumps often outperform 90k PSI systems in real-world productivity. A 60k PSI 100HP pump produces 2.0 GPM and can run four cutting heads simultaneously, whereas a 90k PSI 50HP pump produces only 0.73 GPM and supports just one head — a 4x throughput difference in practice.
IMTS operates an Omax Maxiem 1530 waterjet system with a 5'×10' cutting envelope, handling virtually any material composition — including thick plate and heat-sensitive alloys — without thermal distortion.
Plasma Cutting
Plasma cutting is a high-speed thermal process suited to thicker metals where speed matters more than edge quality. High-definition plasma systems can hold tolerances of ±0.38 mm to 0.5 mm (±0.015" to 0.020") on steel under 10mm, with an edge angularity of 2° to 3°.
Key characteristics:
- Fast cutting speeds on thick plate up to 50mm (2")
- Larger heat-affected zone (though modern HD systems limit this to < 0.25mm)
- Reduced edge precision compared to laser or waterjet
- Economical for heavy-plate applications where laser loses speed advantage
Plasma cutting is less ideal for tight-tolerance applications but excels in structural steel fabrication, heavy equipment manufacturing, and applications where speed and cost matter more than sub-thousandth precision.
CNC Milling and Turning
CNC machining achieves precision through programmed tool paths on mills and lathes, enabling complex 3D geometries, tight hole tolerances, and fine surface finishes that blade-based cutting cannot replicate. Standard CNC tolerances are ±0.005" (0.13 mm), with high-precision applications achieving ±0.001" or tighter.
Critical capabilities:
- 3D contouring and complex geometry impossible with 2D cutting methods
- Precision bores, threaded features, and counterbores
- Tight hole tolerances for bearing seats and mating parts
- Superior surface finishes for functional surfaces
CNC machining is essential when parts require functional mating features, threaded holes, or dimensional control in multiple planes simultaneously.
IMTS operates laser cutting, waterjet, CNC mills, and lathes under one roof — allowing customers to consolidate precision cutting operations with a single fabricator and avoid tolerance stack-up from multiple vendors. The CNC fleet includes:
- Haas machining centers from the large VF5 (50" x 26" x 25") down to compact Mini Mills
- Haas and Mori Seiki turning centers with live tooling, sub-spindles, and bar feeds
Essential Precision Cutting Tools and Their Roles
End Mills
End mills are the versatile workhorses of CNC milling, capable of cutting in multiple directions for profiling, slotting, and contouring. Tool geometry choices—number of flutes, helix angle, corner radius—directly impact chip evacuation, surface finish, and tool life.
Advanced coatings extend performance:
- TiN (Titanium Nitride): High surface lubricity for general-purpose machining
- TiAlN (Titanium Aluminum Nitride): Superior hot hardness at elevated temperatures, making it the premier choice for stainless steels, titanium, and aerospace superalloys
Solid carbide end mills offer extreme hardness and high feed/speed capability for rigid CNC setups, while HSS tools provide high breakage resistance for unstable setups or thin sheet metal.
Drill Bits
Precision drilling in metalworking demands engineered carbide or cobalt drill bits—not consumer-grade tools—to hold consistent hole diameter, depth, and perpendicularity across production runs. Solid carbide drills offer higher feeds, faster cutting speeds, and excellent positioning accuracy compared to HSS alternatives.
Point geometry is critical for chip evacuation and preventing walking. Split-point drills reduce thrust forces and improve centering, while parabolic flute geometry enhances chip removal in deep-hole drilling.
Reamers
Reamers are finishing tools used after drilling to bring holes to exact final dimensions with tight tolerances and smooth surface finishes. When a hole requires tight dimensional tolerance or high surface finish, reamers must be used.
Proper reaming technique:
- Pre-drilled hole should be 90-94% of final diameter
- Removes just enough material for superior finish without overworking
- High-quality miniature reamers achieve tolerances of +.0000"/-.0002"
Reaming is essential when fit, alignment, or bearing seats are critical—areas where drill bits alone cannot guarantee the required accuracy.
Boring Tools and Inserts
Boring bars with replaceable inserts enlarge and true up drilled holes to precise diameters, ensuring concentricity. Modern inserts with advanced geometries and coatings support high-speed machining of hard or abrasive metals while remaining cost-effective due to indexability.
Boring is required when:
- Hole diameter exceeds available drill sizes
- Concentricity and perpendicularity are critical
- Internal surface finish must meet bearing-grade specifications
- Hole diameter must be adjusted in increments finer than drill bit availability
Cutting Fluid and Tool Maintenance
Cutting fluid (coolant) serves several critical functions in precision cutting:
- Reduces thermal distortion from heat buildup at the cutting zone
- Flushes chips away to prevent re-cutting and surface damage
- Extends tool life by lowering friction and heat
- Improves surface finish on finished workpieces
Fluids like Castrol CareCut ES 14 provide excellent flushing and lubrication properties that enable consistent dimensional accuracy across production runs.
Tool maintenance matters just as much as fluid selection. Worn tools are one of the leading causes of dimensional drift. By the time a tool breaks, dozens or hundreds of parts may already carry degraded dimensions—which is why scheduled inspection and replacement intervals are standard practice in precision work, not an afterthought.
Expert Techniques for Achieving Consistent Precision
Workholding and Fixturing
Even the best tool and machine will produce inconsistent cuts if the workpiece moves or vibrates. Proper workholding eliminates deflection errors, particularly on long thin parts or during aggressive cuts.
Best practices for rigid fixturing:
- Use vises with parallel jaws and proper clamping force distribution
- Apply clamps strategically to resist cutting forces without distorting the part
- Design custom fixtures for complex geometries or high-volume production
- Minimize tool overhang and maximize workpiece support
A part that shifts even 0.001" during cutting will be out of tolerance regardless of machine capability. No amount of programming precision recovers from an unsecured workpiece.
Feeds, Speeds, and Depth of Cut
Cutting parameters—spindle RPM, feed rate, depth of cut—must be matched to the material, tool geometry, and machine capability. The consequences of improper parameters are severe and immediate.
Running too fast causes:
- Thermal damage to the workpiece and tool
- Accelerated tool wear and premature failure
- Poor surface finish with built-up edge
Running too slow causes:
- Work hardening of the material surface
- Tool rubbing instead of cutting
- Chatter and vibration that destroy dimensional accuracy
Stainless steel and titanium are highly susceptible to work hardening, which occurs when the tool slides and plows instead of shearing off a chip. Maintaining aggressive, constant feed rates is critical—timid feed rates are highly destructive.
Once a surface becomes work-hardened, it cannot be healed. The hardened skin must be ground away or cut completely underneath with a sharp carbide tool at aggressive feed.
Toolpath Strategy and CNC Programming
The choice between climb milling and conventional milling is not arbitrary—it fundamentally changes how cutting forces and heat are managed, which in turn determines surface finish and final dimensional accuracy.
Climb (down) milling:
- Cutter rotates with the direction of feed
- Chip starts at maximum thickness, decreases to zero
- Heat transfers into the chip rather than the workpiece
- Pushes workpiece downward (stabilizing)
- Superior surface finish for modern rigid CNCs
Conventional (up) milling:
- Cutter rotates against the direction of feed
- Chip starts at zero, increases to maximum
- Heat diffuses into the workpiece
- Lifts workpiece upward (requires strong clamping)
- Better for roughing, castings, or older machines with backlash
Leaving a controlled amount of stock for a dedicated finish pass improves final tolerances compared to single-pass cutting. Roughing passes remove bulk material quickly, while finish passes with reduced depth of cut and tighter parameters deliver the required surface finish and dimensional accuracy.
Inspection and Quality Verification
Precision cutting is only validated through measurement. Relying on visual checks or a single measurement point can invalidate an entire production run in precision work.
Essential inspection practices:
- Use calibrated measurement equipment appropriate to the tolerance required
- Perform inspection at critical stages of production, not just final inspection
- Verify GD&T callouts including position, perpendicularity, and concentricity
- Conduct first-article inspection on new setups before production runs
Catching deviations early in the process prevents compounding errors and reduces scrap rates. In one ASQ case study, minimizing process variation and implementing early intervention reduced total scrap by 55%, yielding annual cost savings over $300,000.
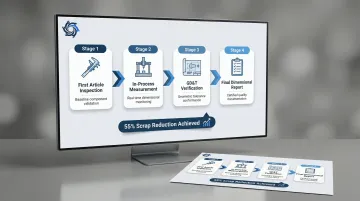
That kind of systematic measurement is built into IMTS's process. Using a Keyence XM-5000 Portable CMM, Keyence IM-8000 imaging measurement system, and a Starrett CMM (HGC 1820-16), IMTS provides full inspection reports with every job—documenting all measurements against customer specifications rather than relying on pass/fail visual checks.
Choosing the Right Cutting Method for Your Application
Material Type and Thickness
The choice of cutting method is fundamentally driven by the material being cut and its thickness.
General guidelines:
- Laser cutting: Excels for thin to medium sheet metal (up to ¾" steel), fast cycle times, tight tolerances
- Water jet: Handles thick plate (up to 12"), heat-sensitive materials, exotic alloys, composites
- CNC machining: Required for 3D geometry, tight bore tolerances, threaded features, complex contours
- Plasma cutting: Economical for heavy structural plate where speed matters more than edge precision
Consult a fabricator experienced with multiple processes to avoid vendor bias. A shop that only owns a laser will recommend laser cutting for everything, even when waterjet or machining would deliver better results.
Tolerance Requirements and Edge Quality
Different cutting methods deliver different tolerance hierarchies. Understanding these capabilities prevents specifying impossible requirements or over-specifying when looser tolerances suffice.
Tolerance hierarchy:
- Laser and CNC machining: Routinely achieve ±0.005" or tighter
- Water jet: Typically achieves ±0.005" to ±0.020" depending on thickness and taper compensation
- Plasma cutting: Generally achieves ±0.030" or looser
Projects requiring downstream welding or assembly may tolerate looser cut tolerances, while mating parts or precision bores demand tighter control. Specifying ±0.001" tolerance on a part that will be welded wastes money; specifying ±0.030" on a bearing seat guarantees assembly failure.
Volume, Lead Time, and Cost
Production volume and turnaround requirements significantly influence method selection. Stamping requires $10,000 to $50,000 in upfront hard tooling with 4-8 week lead times, making laser cutting 40% more cost-effective for batch sizes under 3,000 units.
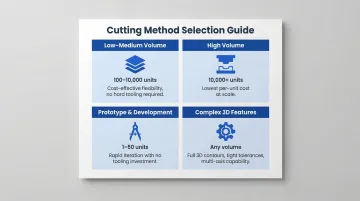
Decision framework:
- Low-to-medium volume (under 3,000 units): Laser cutting or waterjet with zero tooling costs
- High volume (over 10,000 units): Stamping or hard tooling amortizes initial investment
- Prototype and development: CNC machining and laser cutting for design flexibility
- Complex 3D features: CNC machining regardless of volume
Working with a single fabricator that handles cutting, machining, and CMM inspection in-house — such as IMTS in Marathon, NY — compresses lead times and eliminates tolerance stack-up from coordinating multiple vendors. Fewer handoffs mean fewer scheduling surprises.
Common Precision Cutting Mistakes and How to Avoid Them
Using the Wrong Tool for the Material
Applying a general-purpose tool to a material that demands specialized geometry or coating is a common and expensive mistake. Using a standard high-speed steel end mill on hardened steel or stainless results in rapid tool failure, poor surface finish, and out-of-tolerance dimensions.
Match tool substrate and coating to material:
| Material | Tool Recommendation |
|---|---|
| Hardened steel | Solid carbide with TiAlN coating for hot hardness |
| Stainless steel | TiAlN-coated carbide with aggressive helix angles |
| Aluminum | Sharp uncoated carbide or polished flute geometry to prevent built-up edge |
| Titanium | Carbide with TiAlN coating and reduced cutting speeds |
A single scrapped part often costs more than the specialized tool that would have cut it correctly the first time.
Ignoring Tool Wear Until Failure
Waiting until a tool breaks before replacing it is a costly habit in precision cutting. Gradual wear changes cutting forces and dimensional output long before catastrophic failure occurs.
Establish tool change intervals based on:
- Parts cut (e.g., replace drill after 500 holes)
- Hours of use (e.g., replace end mill after 8 hours of cutting time)
- Measured wear indicators (flank wear, crater wear)
Visual inspection alone is inadequate. By the time a tool looks worn, dozens or hundreds of parts may already be out of tolerance. Scheduled replacement driven by predictive data keeps dimensions consistent and prevents the cascade of scrapped parts that follows unexpected tool failure.
Skipping Final Inspection or Using Inadequate Gauging
Relying on visual checks or a single measurement point introduces unacceptable risk in precision work. A part that looks good may be 0.010" out of tolerance—invisible to the eye but catastrophic in assembly.
Use calibrated measurement equipment appropriate to the tolerance:
- For ±0.005" tolerances, use calibrated micrometers or CMM equipment
- For GD&T callouts, use CMM with software capable of evaluating position, perpendicularity, and profile tolerances
- Perform full inspection including all critical dimensions on first-article and periodic production samples
ASME Y14.5-2018 is the authoritative standard for geometric dimensioning and tolerancing, providing uniformity in drawing specifications and reducing guesswork throughout manufacturing.
Frequently Asked Questions
What is precision cutting?
Precision cutting is the process of shaping or removing material—typically metal—to exact specified dimensions within tight tolerances, using specialized tools and methods to ensure repeatability, clean edges, and dimensional accuracy across production.
What saw is used for precision cutting?
The "saw" used depends on the application. Band saws and cold saws handle stock material cut-to-length work, while laser cutting, waterjet, and CNC machining are the dominant methods for high-precision metalwork where tight tolerances are required.
What is the difference between laser cutting and waterjet cutting?
Laser cutting uses a focused beam of light to melt/vaporize metal—fast and highly accurate for sheet metal—while waterjet uses a high-pressure abrasive water stream that cuts without heat, making it better suited for thick plate or materials sensitive to thermal distortion.
What tolerances can precision cutting achieve in metal fabrication?
Tolerances vary by method: laser cutting and CNC machining routinely achieve ±0.005" or tighter, waterjet typically achieves ±0.005" to ±0.020", and plasma cutting is generally less precise. Actual achievable tolerance also depends on material, part geometry, and machine condition.
How do I choose the right precision cutting method for my project?
Start with three factors: material type and thickness, required dimensional tolerance, and production volume. From there, work with a fabricator who runs multiple cutting technologies in-house — they can recommend the right method without defaulting to whatever they happen to sell.
The methods you choose, the tools you maintain, and the inspection you perform determine whether your parts assemble correctly or end up as expensive scrap. Understanding each cutting method's real capabilities — and its limits — is what separates reliable fabrication from guesswork. Partnering with a fabricator who handles multiple processes in a single facility cuts out the tolerance stack-up and coordination headaches that come with splitting work across vendors.
IMTS operates laser cutting, waterjet, CNC machining, and full CMM inspection all in-house at their Marathon, NY facility. Contact them at (607) 345-3050 or info@imtsny.com to discuss your precision cutting requirements and receive expert guidance on the optimal approach for your application.