Introduction
Selecting the right welding method is one of the more consequential process decisions in manufacturing—and laser welding is frequently misunderstood. Many engineers encounter it as a premium option without a clear picture of when it actually outperforms conventional methods or when it doesn't justify the tradeoff. For fabricators and industrial buyers, cutting through the marketing to understand how laser welding actually works is what makes the difference between a good process decision and an expensive one.
Laser welding uses a focused, high-energy beam to melt and join metal parts without physical contact—a fundamental difference from arc-based processes that shapes everything from joint geometry to heat distortion.
Whether you're designing tight-tolerance assemblies or evaluating options for production scale-up, this guide covers both operating modes, key process parameters, and the applications where laser welding earns its place—alongside the ones where it doesn't.
Key Takeaways
- Laser welding melts and fuses metal using a concentrated light beam, producing narrow, deep welds with minimal heat spread
- Two fundamental modes exist: conduction welding (surface melting, clean aesthetics) and keyhole welding (deep penetration, high throughput)
- The process excels where precision, speed, and low distortion matter—automotive, aerospace, medical devices, electronics
- Power, speed, spot size, and shielding gas must be dialed in precisely—poor setup leads to porosity, cracking, and rejected parts
- Not always the right tool: thick structural work, reflective metals, or poor joint fit-up often call for MIG, TIG, or hybrid welding instead
What Is Laser Welding?
Laser welding is a fusion welding process in which a high-intensity, focused laser beam is directed onto a joint interface, melting the base material (and optional filler wire) and solidifying into a metallurgical bond in milliseconds.
The result is a strong, narrow weld with a small heat-affected zone (HAZ), minimal distortion, and high dimensional accuracy — making it especially valuable for tight-tolerance parts or thin-section components.
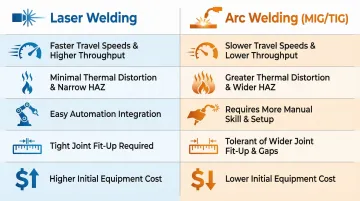
Unlike arc-based processes (MIG and TIG welding) that apply heat over a broader area using an electrode or tungsten tip, laser welding delivers energy in a concentrated, non-contact beam. This yields distinct trade-offs compared to conventional methods:
- Faster travel speeds and higher throughput
- Less thermal distortion and a narrower HAZ
- Easier integration into automated production lines
- Tighter joint fit-up requirements
- Higher initial equipment investment
The International Organization for Standardization (ISO) classifies laser beam welding under reference number 52 in ISO 4063, while the American Welding Society (AWS) defines it as a fusion process using a concentrated coherent light beam.
How Laser Welding Works
A laser source—most commonly a fiber laser—generates a beam focused through optical components onto the joint surface. The energy density at the focal point melts (and in some cases vaporizes) the metal, forming a molten pool that solidifies behind the advancing beam to create the weld.
Fiber lasers now dominate the industrial market with approximately 45% revenue share, driven by superior beam quality, precision, and electrical-to-optical efficiency exceeding 40%.
Power density—measured in watts per square centimeter (W/cm²)—is the primary process driver. It determines whether the weld enters conduction or keyhole mode, and directly controls penetration depth, bead geometry, and heat input to surrounding material.
Shielding gas is directed at the weld zone to prevent oxidation of the molten pool. Gas selection is not interchangeable:
- Argon and helium are the standard choices for reactive metals
- Nitrogen is prohibited for titanium and aluminum — it forms brittle nitrides above 500°C, causing severe embrittlement
- Pure inert gas coverage is mandatory any time reactive metals are in play
Conduction Mode
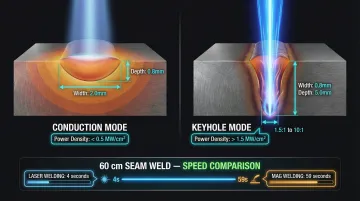
In conduction welding, laser power is set below the vaporization threshold of the metal—the surface melts but never reaches the gaseous state. Heat transfers broadly in all directions, producing a shallow, wide weld bead with a depth-to-width aspect ratio of approximately 0.5:1 to 1:1. This mode operates at power densities typically less than 0.5 MW/cm² and is preferred for:
- Thin materials requiring minimal heat input
- Cosmetically visible seams where aesthetics matter
- Applications prioritizing low spatter over depth or speed
- Electronics housings, battery tab welding, and precision foil joining
Keyhole Mode
In keyhole welding, power density exceeds a critical threshold—typically around 1.5 MW/cm² for steel. The intense energy vaporizes the metal at the beam's focal point, drilling a narrow vapor channel (the "keyhole") deep into the material. The surrounding molten metal collapses behind the advancing beam to form a deep, narrow weld with aspect ratios ranging from 1.5:1 up to 10:1 or more.
This mode enables high-speed production welding on thicker sections. For example, a 60-centimeter seam in 1-millimeter thick structural steel takes just 4 seconds with a laser, compared to 59 seconds with MAG welding—a nearly 15x speed multiplier. However, keyhole mode increases the risk of porosity, spatter, and a larger HAZ if not properly controlled.
Why Manufacturers Choose Laser Welding
The primary driver is the small heat-affected zone. Because energy is delivered in a highly focused beam and moved quickly, only the immediate weld area is heated—preserving mechanical properties, minimizing distortion, and reducing or eliminating the need for post-weld straightening. Laser welding reduces total heat input by roughly 85% compared to MIG welding. In a comparative study on dissimilar stainless steel joints, the fusion zone and HAZ width measured 8.2 mm under laser welding versus 11.7 mm under TIG welding.
Speed gains are just as compelling. Fiber lasers operate at high power levels, enabling travel speeds significantly faster than conventional arc welding for comparable joint geometries. Handheld fiber laser systems routinely exceed TIG welding speed by 4X or more on thin-gauge materials. In one time trial on a 1-meter stainless steel seam, TIG required 32 minutes (including post-weld grinding), while laser welding finished in 5 minutes total.
Beyond speed, low heat input changes what's possible at the design stage. Part designers can specify thinner, lighter materials without overbuilding sections to absorb thermal distortion — a meaningful advantage in aerospace and automotive programs where every gram counts.
The process also integrates naturally with CNC systems and robotic arms, making it a practical fit for high-volume production lines. That matters in a market where skilled welding labor is genuinely difficult to find and retain.
Key reasons manufacturers adopt laser welding:
- Minimal distortion on precision assemblies and thin-gauge parts
- 4X or greater speed advantage over TIG on comparable seams
- Compatible with automated, robotic production workflows
- Enables weight reduction through thinner material specifications
Choosing the right process depends on joint geometry, material, volume, and tolerance requirements. IMTS, an AWS-certified fabricator, can assess whether laser welding fits a given assembly or whether a conventional process delivers equivalent results at lower cost.
Industrial Applications of Laser Welding
The global laser welding market is projected to grow from $2.9 billion in 2025 to $4.2 billion by 2035, registering a CAGR of 3.7% [source citation needed]. That growth is driven by adoption across several demanding industries—each with precision and throughput requirements that traditional arc welding struggles to meet.
Automotive & EV Manufacturing (34–36% Market Share)
This is laser welding's largest application sector. Common uses include battery tab-to-busbar connections, lithium-ion battery housing seals (such as Tesla's 4680 cells), and hairpin stator windings in electric motors. On the body side, laser welding replaces thousands of traditional spot welds in body-in-white chassis assemblies—reducing cycle time and improving dimensional consistency.
Aerospace & Medical
Aerospace applications center on components where heat-affected zones must be minimized: high-pressure turbine blade repair, compressor blisk welding in nickel superalloys, and lightweight structural assemblies. Laser welding largely replaces GTAW in these contexts because it delivers the same penetration with far less thermal spread.
Medical device manufacturing relies on laser welding for hermetic sealing of pacemakers, neurostimulators, and cochlear implants. Titanium cases as thin as 25 µm must be sealed without transmitting heat to internal microelectronics—a task that rules out nearly every other joining process.
Electronics & Other Industries
Electronics manufacturing uses laser welding for micro-assemblies, sealed sensor enclosures, and circuit board components where post-weld access is impossible. Beyond these core sectors, laser welding sees regular use in jewelry repair, mold and die repair, and custom metal fabrication.
Optimal Part Types and Geometries
Laser welding performs best on:
- Thin-section butt joints and lap joints with tight fit-up
- Small components requiring high positional accuracy
- Dissimilar metal pairings (with careful process development)
- Sealed enclosures where post-weld access is limited
Manufacturers reach for laser welding when tolerances are tighter than arc processes can hold, when heat distortion is a design constraint, or when the production volume justifies direct automation integration.
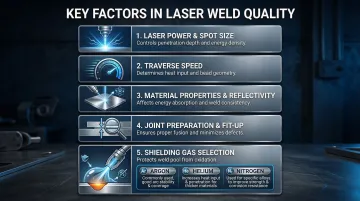
Key Factors That Affect Laser Weld Quality
Laser power and spot size: Higher power allows faster welding and deeper penetration but must be matched to material thickness and joint design. A smaller focused spot delivers higher power density for precision work but tolerates less joint gap.
Traverse speed: Must be calibrated so the leading edge of the melt pool advances steadily. Too fast causes incomplete fusion; too slow expands the HAZ and risks burn-through.
Material properties: Melting temperature, thermal conductivity, and reflectivity all affect laser energy absorption. Highly reflective metals (copper, uncoated aluminum) reflect >90% of standard 1064 nm infrared light — green (515 nm) or blue (450 nm) lasers raise copper absorption to ~65%, enabling stable welding without extreme peak power.
Joint preparation and fit-up: Laser welding tolerates far less gap and surface contamination than MIG or TIG. Maximum allowable gap is typically 10% of the thinnest material (or <50% of beam diameter). Edges must be clean and oxide-free.
Shielding gas selection and flow rate: Wrong gas choice or inconsistent delivery causes oxidation, porosity, or discoloration. Match gas to material:
- Argon — versatile, cost-effective for most non-ferrous metals
- Helium — deeper heat transfer, suppresses plasma; preferred for copper and thick aluminum
- Nitrogen — economical for mild steel, but embrittles titanium through nitride formation
Common Misconceptions and When Laser Welding Isn't the Right Fit
Two myths about laser welding show up often enough to be worth addressing directly:
- Laser welding always produces stronger welds than MIG or TIG. Weld strength depends on process control, joint design, and material compatibility. A properly executed TIG weld on the right material can match or exceed a poorly set-up laser weld. Laser welding's real advantage is precision, speed, and consistency—not inherent strength superiority.
- Laser welding is only viable for high-volume production lines. It originated in automotive manufacturing, but modern handheld and semi-automated fiber laser systems have made the process accessible to custom fabricators and job shops. That said, the economics still favor higher-volume or high-precision applications where setup costs can be spread across many parts.
When Laser Welding Is the Wrong Choice
Heavy-section structural welding: Shipbuilding and pressure vessel fabrication where the depth-to-width advantages are outweighed by equipment cost and beam containment challenges. Traditional arc welding (GMAW/SAW) remains more efficient for extremely thick materials (>12 mm in a single pass) due to its ability to deposit large volumes of filler metal.
Joints with poor fit-up: The focused laser spot (typically 100-600 µm) demands precise part fit-up. If the gap exceeds tolerance, the laser beam passes straight through the joint or creates severe undercutting and incomplete fusion. Arc processes are far more forgiving.
Applications where part geometry prevents optical access: The laser beam requires direct line-of-sight to the joint. Complex geometries with obstructed access favor arc welding or other methods.
Dissimilar metal combinations without process development: Direct autogenous laser welding of steel to aluminum forms brittle intermetallic compounds (Fe₂Al₅, FeAl₃) that significantly reduce joint strength. Successful integration requires precise beam offsetting, rapid cooling, or intermediate transition materials.
The right welding process depends on material thickness, joint geometry, fit-up quality, and production volume. When those factors align with laser welding's strengths, the results are difficult to match. When they don't, a conventional arc process will likely deliver better outcomes at lower cost.
Conclusion
Laser welding is a high-precision, non-contact fusion process best suited to applications requiring tight tolerances, low heat distortion, and high production consistency. Its advantages only materialize when the process is correctly specified, set up, and controlled. Knowing the difference between conduction and keyhole modes, what drives key parameters, and where the process has real limitations puts engineers and procurement teams in a far better position to specify the right solution.
Working with an AWS-certified fabricator like IMTS means the right welding process is selected for your specific part requirements, not simply the one that sounds most advanced. Whether your application calls for laser welding's precision and speed or the cost-effective flexibility of conventional MIG or TIG, the right process is determined by your part geometry, material, volume, and tolerance requirements — not by what's most impressive on a spec sheet.
Frequently Asked Questions
Is laser welding as strong as MIG welding?
Weld strength depends on process control, material, and joint design — not process type alone. Laser welding can match or exceed MIG in tensile strength when properly executed, but its primary advantage is precision and low distortion, not inherent strength superiority.
Do laser welders require gas?
Most metal laser welding applications require shielding gas — typically argon — to prevent oxidation of the molten weld pool. Non-metal applications such as certain plastics or ceramics may not require gas, but for metals, proper gas coverage is essential to weld quality.
How long do laser welders last?
Fiber laser sources are known for long service life, with diode MTBF ratings commonly exceeding 100,000 hours. Overall longevity depends on laser type, maintenance practices, and usage intensity — fiber lasers generally require less upkeep than CO₂ or Nd:YAG systems.
What materials can be laser welded?
Most metals — including steel, stainless steel, aluminum, copper, titanium, and nickel alloys — can be laser welded, along with certain thermoplastics and ceramics. Material reflectivity, thermal conductivity, and melting behavior all affect feasibility; dissimilar metal combinations are possible but require careful process development.
What is the difference between conduction and keyhole laser welding?
Conduction mode uses lower power density to melt the surface without vaporization—producing shallow, smooth, aesthetically clean welds suited for thin materials. Keyhole mode uses high power density to vaporize the metal and drill a deep cavity, enabling narrow, deep-penetration welds for thicker materials and high-speed production.
Is laser welding suitable for small shops or custom fabrication work?
Handheld and compact fiber laser systems have made laser welding increasingly accessible to job shops and custom fabricators. That said, the economics favor higher-volume or high-precision work — the decision should account for joint fit-up requirements, material type, and whether setup costs align with expected run volume.