Introduction
Laser technology now drives precision across industries: metal cutting in fabrication shops, surgical procedures in operating rooms, barcode scanning at retail checkpoints, and data transmission through fiber-optic networks. The global industrial laser processing market reached $23.7 billion in 2024. It's projected to hit $42.73 billion by 2030, pushed by automation demands and the shift to electric vehicles.
For manufacturing operations, understanding how lasers actually behave directly shapes decisions about cutting, marking, and welding—and the outcomes those processes deliver.
Despite this widespread adoption, how lasers actually generate and amplify light is rarely explained in practical terms. This knowledge gap leads to poor equipment selection, unrealistic expectations about material outcomes, and underutilization of laser capabilities in production environments. This guide breaks down exactly how a laser produces its beam, what makes laser light different from ordinary light, and how that physics translates into real manufacturing results.
Key Takeaways
- LASER stands for Light Amplification by Stimulated Emission of Radiation—it excites atoms in a gain medium to release synchronized photons that amplify into a coherent beam
- Three components make every laser function: energy source (pump), active gain medium, and optical resonator (mirror cavity)
- Laser light is coherent and monochromatic—same wavelength, same direction, which is what makes it precise enough to cut metal cleanly
- Fiber lasers now capture 47.24% of the industrial market, dominating through superior efficiency for metal cutting
- Wavelength determines what materials a laser can cut—matching beam to material is what separates clean cuts from wasted stock
What Is a Laser?
A laser is a device that produces a highly focused, coherent beam of light through stimulated emission. The term "LASER" stands for Light Amplification by Stimulated Emission of Radiation — each word maps to a physical mechanism: light (electromagnetic radiation), amplification (photon multiplication), stimulated emission (the process that creates identical photons), and radiation (energy transmission through space).
Lasers were developed to solve a fundamental limitation of ordinary light sources. Conventional bulbs and LEDs emit photons in random directions and at multiple wavelengths—a characteristic called incoherence, meaning the light scatters unpredictably. That dispersion makes ordinary light unsuitable for precision energy delivery — the beam can't hold focus over distance or concentrate on a microscopic point. Laser light behaves differently in four specific ways:
- All waves travel synchronized in direction and phase (coherence) — think of it as light marching in formation rather than scattering randomly
- Every photon shares the same wavelength, set by the gain medium (monochromaticity)
- The beam holds tight focus over long distances with minimal spread (directionality)
- Energy concentrates on a tiny spot instead of dispersing broadly, producing extreme intensity at the point of contact
Theodore Maiman demonstrated the first working ruby laser in 1960. More than six decades later, that same combination of focus, precision, and repeatable energy delivery is what makes laser cutting a practical choice for industrial fabrication — from thin sheet metal to complex multi-pass profiles.
How Does a Laser Work?
A laser operates through a defined sequence of physical stages—energy input, excitation, stimulated emission, amplification, and controlled output. Each stage directly affects the characteristics of the final beam that exits the device.
Initiation: Energy Input and Excitation
The process begins when an external energy source (called a "pump") supplies energy to the gain medium. This pump can be an electrical current, a flash lamp, or another laser. The energy causes electrons in the gain medium's atoms to absorb energy and jump from a lower-energy orbit to a higher-energy "excited" state.
Initiation can be continuous (for CW lasers) or pulsed (for applications requiring bursts of energy). This choice has direct implications for manufacturing tasks:
- Continuous Wave (CW): Delivers steady beam suited for cutting and welding
- Pulsed: Delivers concentrated bursts ideal for marking where heat control prevents material distortion
Quasi-Continuous Wave (QCW) fiber lasers provide peak power up to 10X average power, making them more cost-effective for applications requiring low heat input.
Core Operation: Stimulated Emission
When a photon of the right wavelength passes near an excited atom, it triggers that atom to release a second photon—an exact clone with the same wavelength, direction, and phase. This is "stimulated emission," and it's what distinguishes laser light from every other light source.
A chain reaction follows: those two identical photons each stimulate further emissions, producing four, then eight, and so on. This rapid multiplication of synchronized photons builds the amplified beam. The process only works because the gain medium is maintained in a state called "population inversion," where more atoms exist in an excited state than a ground state.
The gain medium material determines what wavelength is produced, which dictates what materials the laser can effectively cut, weld, or mark. CO2 lasers and fiber lasers behave differently on metals versus organic materials precisely because of this relationship.
Regulation: The Optical Resonator
The resonator—two mirrors positioned at each end of the gain medium (one fully reflective, one partially transparent)—controls and amplifies the beam. Photons bounce back and forth through the gain medium, each pass triggering more stimulated emissions, building intensity until the beam is strong enough to escape through the partially transparent mirror.
This stage is critical for beam quality. The resonator acts as a filter, only allowing photons traveling in a precise direction and at the correct wavelength to be repeatedly amplified. That filtering produces a tight, coherent beam rather than scattered light.
Output: The Laser Beam
What exits the laser is a concentrated, coherent beam of monochromatic light where all photons travel in the same direction, at the same wavelength, and in phase. This coherence enables the beam to stay focused over distance and concentrate significant energy onto a very small spot.
Each output characteristic maps directly to a manufacturing outcome:
- Beam power: Determines cutting speed and maximum material thickness
- Wavelength: Dictates material absorption and compatibility
- Focus diameter: Controls kerf width and edge quality
- Pulse duration: Affects heat-affected zone size
Getting these parameters right—matched to your material type, thickness, and finish requirements—is where laser selection decisions become consequential for part quality and throughput.
Types of Industrial Lasers
Three dominant laser types serve manufacturing operations, each differentiated by its gain medium, which determines wavelength and material compatibility.
Fiber Lasers (1.06 µm)
Fiber lasers use optical fibers doped with rare-earth elements (typically ytterbium) as the gain medium. They emit at 1.064 µm wavelength and have captured 47.24% of the industrial laser market through superior performance characteristics.
Key advantages:
- Wall-plug efficiency exceeding 50%, which cuts electrical costs significantly compared to CO2 systems
- No moving parts or mirrors—minimal maintenance requirements
- Excellent absorption by reflective metals like steel and aluminum
- Diode modules lasting over 30,000 hours
Why 1-micron wavelength matters: At ~1.06 µm, metals absorb the beam far more efficiently than they do CO2's 10.6 µm wavelength. This makes fiber lasers the right choice for reflective metals that would scatter or reflect CO2 energy and risk damaging the equipment.
IMTS operates a Bescutter 510 Fiber Laser (3kW, 5'×10'), handling sheet and plate metals up to ¾" thick for medical devices, industrial equipment, and automotive assemblies.
Where fiber lasers excel at metals, CO2 systems take over for non-metallic materials and thick-plate cutting.
CO2 Lasers (10.6 µm)
CO2 lasers produce light at 10.6 µm wavelength using a gas mixture as the gain medium. While fiber lasers dominate thin sheet metal, CO2 lasers are mainly used today for processing non-metallic materials such as plastics, textiles, glass, acrylic, and wood.
Material compatibility:
- Effective for thick materials (typically over 5 mm)
- Faster straight-line cutting than fiber on thick plates
- Poor absorption by highly conductive metals at room temperature
- Well-suited for organic materials and polymers
The 9.3 µm wavelength variant is particularly effective for cutting PET plastics and polarizer films with minimal heat-affected zone.
For precision micro-machining and marking, Nd:YAG lasers occupy a distinct niche alongside fiber and CO2 systems.
Solid-State/Nd:YAG Lasers (1.064 µm)
Nd:YAG (Neodymium-doped yttrium aluminium garnet) crystal lasers operate at 1.064 µm wavelength. These lasers are widely employed for machining thinner metals due to their shorter wavelength, which materials absorb more efficiently than CO2 wavelengths.
Primary applications:
- Precision marking and engraving
- Micro-machining with minimal HAZ
- Welding thin-wall assemblies
- Medical device manufacturing
- Pulsed mode operation, which generates higher peak intensity and produces smaller recast layers compared to continuous-wave alternatives
Operational Modes
| Mode | Characteristics | Best Applications |
|---|---|---|
| Continuous Wave (CW) | Steady, uninterrupted beam | Cutting, welding thick materials |
| Pulsed/QCW | Short bursts, high peak power | Marking, engraving, heat-sensitive work |
| Q-Switched | Nanosecond pulses, extreme peak power | Precision marking, micro-machining |
Where Laser Technology Fits in Manufacturing Operations
Front-End Fabrication: Laser Cutting Before Forming
In the typical metal fabrication workflow, laser cutting is a primary blanking operation that occurs before forming or bending. Flat sheet laser cutting provides high-tolerance blanks required for downstream CNC press brake bending.
IMTS's laser cutting service produces parts with clean, burr-free edges that flow directly into forming operations using their Amada press brakes (90-ton capacity). The laser-cut blanks transition seamlessly into bending, eliminating secondary edge preparation and reducing lead times.
Typical sequence: Laser Cutting → Press Brake Forming → CNC Machining → Welding → Finishing
Mid-Workflow Joining: Laser Welding Reduces HAZ
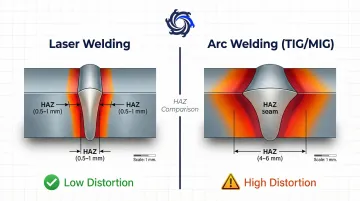
Following forming, components are joined. Laser welding concentrates heat in a micron-scale spot, drastically reducing the heat-affected zone (HAZ) to less than 0.5 mm. Studies of 316LN stainless steel show HAZ width of approximately 0.5–1 mm.
By contrast, traditional arc welding (MIG/TIG) produces a wide HAZ. The width of the fusion zone and HAZ using GTAW (TIG) is much wider than laser welding due to heat accumulation. Because of low heat input, distortion and discoloration can be avoided, completely eliminating the need for refinishing and reducing cost per part.
End-of-Line Traceability: Laser Marking Ensures Compliance
At the end of the fabrication process, parts must be marked for traceability. Clause 8.5.2 of ISO 9001:2015 requires organizations to implement robust methods for identifying products throughout every stage. Laser marking allows placement of unique marks (like Data Matrix codes) on each individual unit, providing data or linking back to a manufacturer's database.
Laser marking excels at direct part marking because it produces precise, permanent, and noncontact identifiers on numerous substrates without introducing chemical consumables.
IMTS's Integrated Workflow
IMTS runs laser cutting as one stage within a fully integrated manufacturing sequence — not an isolated service. Consolidating operations under one contract removes vendor handoffs and keeps quality control consistent from blank to finished part.
The full capability stack includes:
- Laser cutting — Bescutter 510 Fiber Laser for precision blanking
- Waterjet cutting — Omax Maxium 1530 for heat-sensitive materials
- CNC machining — Haas mills and lathes for tight-tolerance features
- Welding — AWS-certified fabrication
- Finishing — Powder coating and media blasting in-house
Sequencing these services correctly — for example, cutting before powder coating rather than after — avoids costly rework and keeps lead times tight.
Laser Cutting vs. Waterjet vs. Plasma Cutting
Choosing the wrong cutting technology for a job wastes time, material, and money. Each method involves trade-offs across kerf width, positional accuracy, and material thickness — and the right choice depends on your part geometry, material type, and tolerance requirements.
Comparative Benchmarks
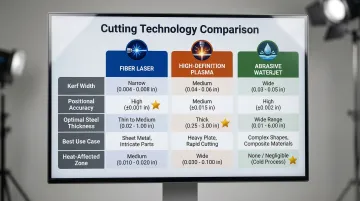
| Cutting Technology | Typical Kerf Width | Positional Accuracy | Optimal Thickness (Steel) |
|---|---|---|---|
| Fiber Laser | 0.1–0.3 mm | ±0.05 mm | 1 mm to 12 mm (Max ~25 mm) |
| High-Definition Plasma | 1.5–3.0 mm | ±0.38 to 0.64 mm | 12 mm to 50 mm (Max 80 mm+) |
| Abrasive Waterjet | 0.5–1.5 mm | ±0.025 mm | 10 mm to 100 mm (Max 200 mm+) |
Key distinctions:
- Laser cutting: Best choice for thin-to-medium steel requiring tight tolerances and clean edges — non-contact process means no tool wear and consistent repeatability
- Plasma cutting: Cost-effective for high-volume thick-plate work where edge finish tolerances are more forgiving — speed advantage over laser above 12 mm
- Waterjet cutting: The go-to for heat-sensitive alloys, composites, or parts where any heat-affected zone would compromise material integrity — highest operating cost but no thermal distortion
IMTS runs both fiber laser and waterjet cutting equipment in-house, so each job gets routed to the right process based on your material, thickness, and tolerance specs — without the delays or markups of outsourcing.
Conclusion
Every laser—regardless of type or application—operates on the same fundamental principle of stimulated emission, gain medium selection, and resonator-controlled amplification. Understanding these mechanics demystifies equipment specifications and helps manufacturing teams make better-informed decisions about process capability.
Knowing what differentiates CO2 from fiber lasers, what coherence means for cutting precision, and how pulsed versus continuous modes affect heat input translates into better material selection, reduced scrap rates, and more accurate quoting and planning for laser-dependent work. As fiber lasers continue to displace CO2 systems across industrial shops, that physics knowledge becomes practical: it tells you when fiber falls short on thick non-metals, when pulsed mode is worth the slower cycle time, and which material-laser combinations will consistently hit tolerance without excessive rework.
Frequently Asked Questions
How does a laser work in simple terms?
A laser works by energizing atoms in a gain medium until they release identical, synchronized light particles (photons) that bounce between mirrors, multiply through stimulated emission, and exit as a focused, coherent beam.
Why are lasers so powerful?
Laser power comes from coherence—all photons travel in the same direction at the same wavelength and in phase, allowing the beam to concentrate energy precisely on a tiny spot rather than dispersing it like ordinary light.
What are the main types of lasers used in industrial manufacturing?
The main types are CO2 lasers (best for non-metals and thick materials), fiber lasers (most efficient for cutting and marking metals), and solid-state/Nd:YAG lasers (used for precision marking and welding).
What is the difference between a pulsed laser and a continuous-wave laser?
A continuous-wave (CW) laser emits a constant beam suited for cutting and welding, while a pulsed laser delivers short bursts of concentrated energy. Pulsed operation works best for marking, engraving, and applications where minimizing heat buildup in the material is critical.
What materials can laser cutting technology process?
Laser cutting handles metals (mild steel, stainless, aluminum, titanium), non-metals, wood, acrylic, and plastics. Material thickness, reflectivity, and thermal conductivity determine the right laser type and power level.
How does laser cutting differ from waterjet or plasma cutting?
Laser cutting offers the tightest tolerances and smallest kerf width, is non-contact (no tool wear), and excels at thin-to-medium material thicknesses. Waterjet handles thicker materials without heat-affected zones, while plasma is faster and lower-cost for thicker metals but leaves a wider kerf and rougher edges.