Introduction: What Is Laser Cutting and Why Does It Matter?
Many manufacturers struggle with balancing precision, speed, and cost when cutting complex metal parts. Traditional mechanical cutting methods introduce tool wear, require extensive workholding, and often can't handle intricate geometries. Laser cutting solves these challenges by using a focused, high-powered laser beam to cut through materials with high accuracy and minimal thermal distortion.
Understanding how laser cutting works, what drives costs, and how to optimize your designs saves time and money — whether you're sourcing parts externally or managing in-house production. This guide covers laser types, techniques, material capabilities, cost factors, and practical tips for better results on every job.
TLDR:
- Fiber lasers achieve 30-50% efficiency vs. 8-15% for CO2 systems, dominating the metal cutting market
- Assist gas choice (oxygen, nitrogen, or air) directly affects edge finish, oxidation, and operating costs
- Standard 3-6kW fiber lasers cut steel up to 25mm thick; plasma remains more economical beyond 16mm
- Every pierce point adds time and cost—optimizing part geometry reduces quotes significantly
- A single-source fabricator handles cutting, forming, and finishing — reducing lead time and enabling design feedback early
How Laser Cutting Works
Laser cutting is a precision thermal separation process where a high-powered laser beam is directed through CNC-controlled optics onto a material surface. The concentrated energy causes the material to melt, vaporize, or be expelled by assist gas, leaving a clean, precise edge with virtually no material distortion.
Beam Focus and Kerf Width
The laser's power is concentrated onto a focal point typically under 0.32mm in diameter, with industrial systems achieving kerf widths (the width of material removed) ranging from 0.10mm to 1.0mm depending on material type and laser specifications. This extreme focus enables intricate cuts and tight part nesting — reducing material waste well beyond what plasma or mechanical methods can achieve.
Positional Accuracy Standards
Industrial laser cutting systems meet strict ISO 230-2 positional accuracy standards. Leading manufacturers specify bidirectional positioning accuracy of ±0.05mm to ±0.10mm, with repeatability as tight as ±0.01mm on premium systems. This precision enables consistent part-to-part quality across production runs without drift or variation.
That accuracy, however, only holds up when the cutting zone itself is managed correctly — which is where assist gases come in.
The Role of Assist Gases
Assist gases are injected coaxially with the laser beam to expel molten material, cool the cutting zone, and influence edge chemistry:
- Oxygen: Triggers an exothermic reaction that boosts cutting speed on thick carbon steel, but leaves an oxide scale on the edge that may need removal before welding or painting.
- Nitrogen / Argon: Inert gases that prevent oxidation and produce a clean, paint-ready edge — ideal for stainless steel and aluminum. Higher gas cost, but eliminates secondary deburring.
- Compressed air: Roughly 78% nitrogen and 21% oxygen, cutting gas costs by over 80% compared to pure nitrogen. Best suited for thinner materials where slight edge oxidation is acceptable.
Laser Types and Cutting Techniques Explained
Fiber lasers now hold over 60% of the metal cutting market — a shift that happened fast, and for good reason.
CO2 vs. Fiber Laser Technology
CO2 lasers operate at a 10.6µm wavelength and excel at cutting non-metals, plastics, and thicker materials. They've been the industry workhorse for decades but suffer from relatively low electrical-to-optical efficiency (8-15%) and require regular maintenance including optics alignment and lamp replacement.
Fiber lasers operate at a 1.06µm wavelength and have rapidly captured over 60% of the metal cutting market. They achieve 30-50% wall-plug efficiency—roughly three times better than CO2 systems. A 4kW fiber laser can save over $150,000 in electricity costs over five years compared to an equivalent CO2 system.
Key fiber laser advantages:
- Faster processing speeds due to higher power density at the focal point
- Minimal maintenance (no optics alignment, no lamps to replace)
- Superior performance on reflective metals like copper, brass, and aluminum
- Smaller spot size enables tighter kerf and finer detail work
- Lower operating costs from reduced energy consumption and consumables
CO2 lasers remain relevant for thick non-metallic materials like acrylic, wood, and certain plastics — but one area where the technology gap becomes critical is reflective metals.
Cutting Reflective Metals Safely
Copper and brass act as mirrors to CO2 laser beams, reflecting the 10.6µm wavelength back into the beam delivery optics and resonator — potentially causing catastrophic equipment damage. Fiber lasers eliminate this risk entirely. Their 1.06µm wavelength is absorbed 2.5 times more effectively by reflective metals, enabling safe, high-speed cutting of copper, brass, and aluminum without back-reflection concerns.
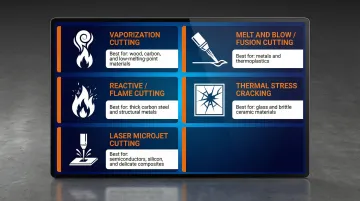
The Five Principal Cutting Methods
Industrial laser cutting relies on five distinct physical mechanisms, each suited to different materials and applications:
- Vaporization cutting: Material is heated past its boiling point and vaporized directly — no melt phase, no molten ejection. Common for wood, carbon composites, and certain plastics.
- Melt and blow (fusion cutting): High-pressure inert gas (nitrogen or argon) blows molten metal out of the kerf as the laser cuts. This is the go-to method for stainless steel and aluminum where oxidation-free edges matter.
- Reactive (flame) cutting: Oxygen assist gas triggers an exothermic reaction, adding heat that accelerates the cut. Best suited for thick carbon steel where throughput outweighs edge oxidation concerns.
- Thermal stress cracking: Brittle materials like glass and ceramics can't be melted cleanly — instead, a localized beam induces controlled thermal expansion and fracture that traces the cut path precisely.
- Laser microjet: A pulsed laser guided inside a hair-thin water jet simultaneously cools the material and flushes debris, eliminating thermal damage and taper. Used for medical device components like stents and surgical instruments where heat tolerance is near zero.
Continuous Wave vs. Pulsed Laser Cutting
Continuous Wave (CW) lasers emit a steady, uninterrupted stream of energy, making them ideal for high-speed profiling of sheet metal where sustained heat input maintains an efficient cutting process.
Pulsed lasers emit energy in short, intense bursts with high peak power but low average power. This minimizes the Heat-Affected Zone (HAZ) and reduces thermal distortion, making pulsed cutting the preferred choice for:
- Piercing thick plates without warping
- Cutting small holes and fine features
- Micro-machining and medical device components (stents, surgical instruments)
- Applications where heat buildup would damage the part
Laser Cutting vs. Plasma and Mechanical Cutting
Choosing the right cutting method requires understanding the trade-offs between precision, thermal impact, material thickness, and cost.
Precision and Tolerances
Laser cutting delivers far tighter tolerances than plasma cutting. Under ISO 9013 thermal cutting standards, fiber lasers routinely achieve ±0.05mm to ±0.10mm tolerances on thin mild steel, while high-definition plasma typically achieves ±0.25mm to ±0.50mm. For parts requiring minimal post-processing or tight-tolerance fit-up, laser cutting earns its cost premium.
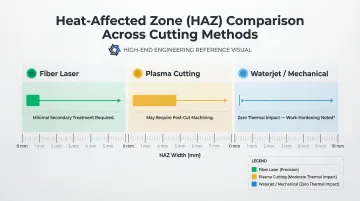
Heat-Affected Zone (HAZ)
All thermal cutting methods alter the metal's edge microstructure, creating a Heat-Affected Zone that can cause hardening or micro-cracking. The width of that HAZ varies considerably by process:
- Fiber laser: Narrow HAZ from concentrated energy and fast cutting speeds — usually acceptable without secondary treatment
- Plasma cutting: Wider HAZ that may require machining or heat treatment on critical applications
- Waterjet / mechanical (shearing, punching): Zero thermal HAZ, though mechanical methods introduce work-hardening at the cut edge
The 16mm Practicality Threshold
While modern ultra-high-power fiber lasers can technically cut steel up to 50–60mm thick, plasma cutting remains more practical and economical for carbon steel thicker than 16mm (5/8"). Beyond this threshold, plasma offers:
- Faster cut speeds and lower operating costs per linear foot
- Easier part removal from the skeleton (thick laser-cut parts can bind in the narrow kerf)
- Lower consumable costs for thick plate applications
For precision parts under 16mm, laser cutting's superior edge quality and tighter tolerances make it the right call. For structural components and thick plate, plasma delivers better economics.
Non-Contact Advantages Over Mechanical Cutting
Laser cutting is a non-contact process that offers several advantages over mechanical methods:
- Eliminates tool replacement costs — the beam never dulls or breaks, so quality stays consistent across long runs
- Requires less clamping and fixturing with no cutting force acting on the workpiece
- Handles intricate shapes, sharp interior corners, and fine details that punches or shears can't achieve
- Reduces thermal distortion versus plasma and removes the mechanical deformation introduced by shearing
What Materials Can Be Laser Cut?
Laser cutting handles a broad range of materials, but certain materials pose severe safety and equipment risks.
Metals
Fiber lasers excel at cutting:
- Stainless steel: Clean, oxide-free edges with nitrogen assist; faster cutting with oxygen assist
- Mild/carbon steel: Excellent cutting performance; oxygen assist for thick plates
- Aluminum: Requires fiber laser due to reflectivity; produces clean edges with nitrogen assist
- Titanium: Cuts well but requires inert gas to prevent oxidation and fire risk
- Brass and copper: Only practical with fiber lasers; CO2 systems risk catastrophic back-reflection damage
Material thickness capabilities vary by laser power. Standard 4-6kW fiber lasers cut:
- Mild steel: Up to 25mm
- Stainless steel: Up to 20-25mm
- Aluminum: Up to 16-25mm
Higher-wattage systems (10-24kW) extend these ranges but at much higher operating costs.
Non-metals follow different rules entirely — CO2 lasers take over where fiber lasers leave off.
Plastics and Non-Metals
CO2 lasers handle non-metallic materials including:
- Acrylics (PMMA): Excellent edge quality with flame-polished finish
- Polycarbonate (thin): Up to 1mm thickness; thicker sheets yellow and emit toxic fumes
- Wood, MDF, plywood: Clean cuts; denser hardwoods require more power than softwoods
- Leather, fabric, paper, cardboard: Fast cutting with minimal charring
- Rubber and foam: Clean cuts without mechanical compression
Prohibited Materials
Never laser cut these materials:
- PVC and vinyl: Releases chlorine gas and hydrogen chloride (HCl) — corrodes machine optics, damages respiratory systems, and emits carcinogenic dioxins.
- Fiberglass and carbon fiber composites: Burning epoxy resin produces toxic fumes and hazardous fiber fragments; edges fray severely with large heat-affected zones.
- Thick polycarbonate (Lexan) over 1mm: Absorbs infrared poorly, causing melting, yellowing, and sooty residues that foul optics.
What Drives Laser Cutting Costs?
Laser cutting costs aren't simply hourly machine rates—they're shaped by material costs, part complexity, cut length, quantity, setup time, and secondary operations.
Hourly Shop Rates
In North America, typical laser cutting shop rates range from $60 to $150 per hour, varying based on laser power (1-3kW systems: $45-$85/hr; 6-12kW systems: $85-$150/hr), facility overhead, and assist gas costs. The hourly rate sets the baseline, but material, complexity, and batch size all shift the final number.
Primary Cost Drivers
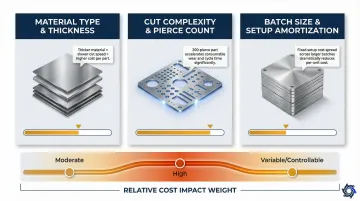
Three variables account for the majority of cost variation across jobs:
- Material type and thickness — Thicker, harder alloys cut slower and draw more power. Cutting 20mm stainless steel costs considerably more per part than 2mm mild steel due to reduced feed rates and increased machine time.
- Cut complexity and pierce count — Every pierce takes 10–2,000 milliseconds depending on thickness and degrades consumables. A part with 200 perforated holes requires 200 pierces, multiplying both machine time and consumable wear.
- Batch size and setup amortization — Quotes include fixed setup costs (file prep, material loading, calibration) and variable cutting time. For small runs, setup fees inflate per-part costs sharply. Larger batches spread those fixed costs across more parts, bringing unit pricing down.
Tolerances and Edge Finish Requirements
Tight tolerances or requirements for burr-free, mirror-finish edges may require:
- Slower cutting speeds to maintain precision
- Additional passes to refine edge quality
- Secondary finishing operations (deburring, grinding, polishing)
All of these add to the quoted cost. Communicating which dimensions are critical and which are non-critical helps shops optimize cutting programs for speed and cost without sacrificing what actually matters.
Material Sourcing and Local Supply Chains
Shops with established local supplier partnerships can offer more competitive material pricing than those relying on spot-market or distant supply. For repeat projects, this advantage compounds — bulk purchasing and on-hand inventory reduce both cost and lead time. IMTS sources material locally through long-term supplier relationships, which keeps pricing competitive on recurring fabrication work.
Cost-Saving Strategies
Several design and logistics decisions consistently move the needle on cost:
- Optimize nesting — CAD/CAM nesting software arranges parts tightly on sheets. Common-line cutting (two parts sharing one cut path) can reduce scrap by up to 30%, with overall material savings typically exceeding 4%.
- Standardize material thicknesses — Common gauges are faster to source locally and often priced better than special-order stock.
- Reduce pierce count — Each pierce adds machine time and consumable wear. Fewer interior cutouts and perforations mean lower per-part cost.
- Batch strategically — Combining parts or projects into a single production run spreads setup costs across more pieces, bringing per-part pricing down sharply.
Expert Tips for Better Laser Cutting Results
Most laser cutting problems trace back to decisions made before the machine ever fires — in your design files, your specs, and how clearly you communicate with your shop.
Design for the Process
Kerf compensation: The laser removes a small amount of material (the kerf width, typically 0.1-1.0mm). Design parts with kerf compensation in mind so finished dimensions are accurate. For tight-fitting assemblies, account for kerf in your CAD models or specify whether dimensions are to the cut line or finished size.
Minimum feature sizes: Very thin bridges, fine text, and small holes below a material-specific minimum can collapse or burn during cutting. A universal rule: minimum hole diameter should equal or exceed material thickness (1:1 ratio). For 10mm steel, don't design holes smaller than 10mm diameter. For stainless steel, some applications require a 2:1 ratio.
Interior corner radii: Laser beams have finite diameter, making perfectly sharp internal corners impossible. Designing with fillets or specifying acceptable radii (minimum 0.5-1.0mm, or half the material thickness) maintains continuous cutting speed and prevents corner burning from heat buildup.
File Preparation Matters
Use vector formats: Laser cutters require vector graphics (mathematical paths), not raster images. Standard accepted formats include DXF, DWG, SVG, and AI. Raster formats (JPG, PNG, BMP) cannot be used for precision cutting and must be manually traced into vector format first—adding cost and potential errors.
Clean up your files:
- Ensure all paths are closed (no gaps in cut lines)
- Remove duplicate lines (duplicates cause the laser to cut twice, potentially burning edges)
- Distinguish cut lines from engrave/score lines using layers or colors
- Verify dimensions and units (inches vs. millimeters)
Communicate Requirements Upfront
Tolerances: Not every dimension needs tight tolerances. Specify which features are critical (±0.1mm) and which are non-critical (±0.5mm). This allows shops to optimize cutting speed and cost without sacrificing what matters.
Edge finish: Communicate whether you need burr-free edges, specific surface roughness, or if light burrs are acceptable. Different assist gases and cutting speeds produce different edge conditions—being specific prevents costly rework.
Think About Downstream Operations
If parts will be welded, bent, or powder coated after cutting, communicate this early:
- Welding: Laser-cut edges on certain metals may need light deburring for consistent weld penetration
- Bending: Material grain direction affects bend consistency; discuss part orientation with your fabricator
- Coating: Nitrogen-cut edges are paint-ready; oxygen-cut edges may need oxide removal
Work with a Full-Service Fabrication Partner
Sourcing laser cutting from a shop that also handles forming, welding, finishing, and inspection under one roof reduces handling time, cuts vendor coordination, and enables design-for-manufacturability (DFM) feedback before cutting begins.
IMTS runs a Bescutter 510 Fiber Laser (3kW, 5'×10') capable of cutting sheet and plate metals up to ¾" thick. That machine sits alongside in-house forming, CNC machining, AWS-certified welding, powder coating, and CMM inspection — so parts move through the shop without handoffs between vendors or gaps in accountability.
Frequently Asked Questions
What materials cannot be laser cut?
PVC, vinyl, fiberglass, and carbon fiber release toxic fumes (hydrogen chloride, dioxins, epoxy vapors) that endanger operators and damage machine optics. Thick polycarbonate melts rather than cuts cleanly, and raw copper can damage CO2 laser optics — though fiber lasers handle reflective metals safely.
How thick can a laser cutter cut through metal?
Standard industrial fiber lasers (4-6kW) cut carbon steel and stainless steel up to 25mm and aluminum up to 20mm. Ultra-high-power systems (24-30kW) can reach 50-60mm, but plasma cutting is more practical and economical for plate thicker than 16mm.
What is the difference between CO2 and fiber laser cutting?
CO2 lasers excel at cutting non-metals and thicker materials but operate at only 8-15% efficiency and require regular optics maintenance. Fiber lasers achieve 30-50% efficiency, require minimal maintenance, cut faster, and safely handle reflective metals like aluminum, copper, and brass that can damage CO2 systems through back-reflection.
What file format should I use for laser cutting?
Vector formats — DXF, DWG, SVG, or AI — are the standard for laser cutting, as they contain the mathematical paths the CNC system follows. Raster images (JPG, PNG) must be converted to vectors first, which adds time and introduces potential errors.
Is laser cutting more accurate than plasma cutting?
Yes. Laser cutting offers tighter tolerances (±0.05-0.10mm) versus plasma cutting (±0.25-0.50mm), making it the better choice for precision parts and thin sheet metal. Plasma is faster and more cost-effective for thicker stock and structural components with looser tolerance requirements.
How can I reduce the cost of a laser cutting job?
Several straightforward choices reduce what you pay:
- Nest parts tightly to maximize material utilization
- Batch multiple parts into one production run to spread setup costs
- Minimize interior cutouts and pierce points to simplify cuts
- Stick to standard material thicknesses rather than special-order gauges
- Flag which tolerances are critical so shops can optimize speed elsewhere