Introduction
Many manufacturers struggle with inconsistent results in steel sheet laser cutting — parts arrive with excessive burrs, dimensional errors, or heat distortion that requires costly rework. Getting consistent, usable parts means understanding how laser type, cutting parameters, steel grade, and design choices interact — and how each decision compounds on the next.
The global laser cutting machine market is projected to grow from $7.43 billion in 2023 to $10.35 billion by 2030, driven by manufacturers demanding tighter precision and greater automation for steel fabrication. That pressure makes knowing what to ask — and what to specify — more important than ever.
This guide covers what you need to know: which laser types excel at cutting steel, the parameters that control cut quality, how different steel grades behave under the beam, design rules that reduce cost and waste, and what to look for when evaluating a service provider.
Key Takeaways
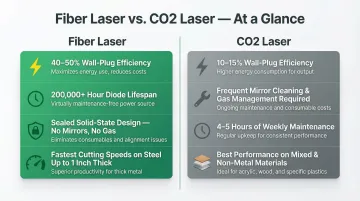
- Fiber lasers lead steel cutting applications — 40–50% energy efficiency, minimal maintenance, and 200,000+ hour service lifespans
- Cut quality depends on four controllable parameters: laser power, cutting speed, assist gas selection, and focal position
- Oxygen assist gas speeds mild steel cutting but leaves oxide; nitrogen produces clean edges for stainless steel
- Design rules matter: hole diameter must equal material thickness minimum, and kerf compensation prevents fit issues
- IMTS (Marathon, NY) handles cutting, forming, welding, powder coating, and inspection under one roof — no vendor juggling
Why Steel Sheet Laser Cutting Is the Go-To Fabrication Method
Laser cutting has become the dominant method for steel sheet processing for good reason: it holds tolerances of ±0.001" to ±0.005", handles complex geometries without custom tooling, and moves fast on thin-to-medium gauges. Unlike stamping — which requires expensive dies for each part design — laser cutting works directly from CAD files, making it viable for both one-off prototypes and full production runs.
Compared to competing methods:
- Plasma cuts thick plate faster, but tolerances widen to ±0.010"–±0.030" and edges are rougher — acceptable for structural steel, not for precision parts
- Waterjet delivers smooth, burr-free edges with no heat-affected zone, but runs significantly slower and costs more per part on steel
The laser cutting machine market is experiencing 5.7% annual growth, driven by automotive, aerospace, and metal fabrication sectors where tight tolerances and fast turnaround aren't optional — they're the baseline expectation.
Types of Lasers Used to Cut Steel and How to Choose
Three laser technologies can cut steel, but they differ dramatically in efficiency, maintenance requirements, and operational costs. Your choice depends on material thickness, production volume, and whether you're cutting exclusively steel or mixed materials.
Fiber Lasers
Fiber lasers are the industry standard for steel cutting. They operate at a 1,064 nm wavelength that steel absorbs efficiently, generating a smaller spot size and higher beam quality than alternatives. Modern fiber lasers achieve 40-50% wall-plug efficiency — meaning half the electricity consumed becomes cutting power — compared to just 10-15% for CO2 systems.
Key advantages:
- Minimal maintenance (sealed solid-state design, no mirrors or gas refills)
- Pump diode lifespans exceeding 200,000 hours
- Superior cutting speed on mild and stainless steel up to 1" thick
- Lower operating costs despite higher upfront capital investment
IMTS runs a Bescutter 510 Fiber Laser (3kW, 5'×10' bed) that cuts steel up to ¾" thick, holding tight tolerances across medical, automotive, and industrial components.
CO2 Lasers
CO2 lasers use a gas mixture (carbon dioxide, nitrogen, helium) to generate a 10.6 µm wavelength beam. Wall-plug efficiency runs only 10-15%, and the maintenance burden is significant:
- Mirror cleaning, gas supply management, and bellows inspection consume 4-5 hours weekly
- Higher operating costs relative to fiber at equivalent output power
- Best suited for mixed-material shops (wood, acrylic, fabric) cutting thin steel as a secondary material
For dedicated steel fabrication, fiber lasers have largely displaced CO2 systems. There's a third option — crystal lasers — but it's even more limited in scope.
Crystal Lasers
Nd:YAG and Nd:YVO4 crystal lasers operate at the same wavelength as fiber lasers but use flashlamp-pumped crystal rods. Flashlamps require replacement every 500 hours, creating high maintenance costs and frequent downtime. These systems are now relegated to niche applications like spot welding and precision marking — not production steel cutting.
For steel sheet cutting — mild steel, stainless steel, or galvanized — fiber lasers are the clear choice. They deliver the lowest cost per part, fastest cutting speeds, and highest reliability for commercial fabrication.
Key Parameters That Determine Cut Quality on Steel
Even the best fiber laser produces poor results if parameters aren't dialed in correctly. Cut quality on steel depends on four critical settings that must be optimized together, not independently.
Laser Power
Power must match material thickness. Too little power leaves incomplete cuts with excessive dross clinging to the bottom edge. Too much power causes excessive heat input, warping thin steel and widening the kerf unnecessarily.
Typical power requirements for mild steel:
- 14 gauge (2.0mm): 2-6 kW
- 10 gauge (3.0mm): 2-6 kW
- ¼" (6.4mm): 3-10 kW
- ½" (12.7mm): 4-10+ kW
Higher wattage doesn't scale linearly with speed on thick materials — melt ejection dynamics limit maximum cutting speeds regardless of available power.
Cutting Speed
Speed and power work inversely. Faster cutting on thin steel reduces the heat-affected zone and improves edge quality by minimizing thermal exposure. Too slow on thick steel causes burning and excessive oxidation. Optimal speed is found through test cuts at given power settings, balancing complete penetration with minimal heat input.
Assist Gas Selection
Assist gas is the most overlooked parameter — and it directly shapes both edge quality and operating costs.
- Oxygen (O2): Creates an exothermic reaction with mild steel that accelerates cutting at lower pressures (0.8–1.2 MPa), though it leaves an oxide layer that may require grinding before welding or powder coating
- Nitrogen (N2): Expels molten metal without reacting, producing a clean, weld-ready edge at higher pressures (10–25 bar) — making it the go-to for stainless steel and any application requiring oxide-free surfaces
- Compressed air: Lower-cost option for thin mild steel where edge oxidation isn't critical
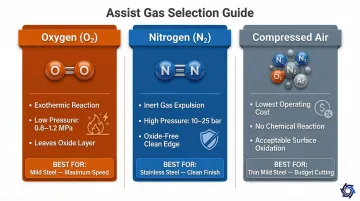
Assist gas can account for 15-25% of total operating costs, making gas selection a major cost driver on production runs.
Focal Position
The laser focal point must be positioned correctly relative to the material surface. Too high or too low degrades beam intensity at the cut point, reducing edge quality and cutting speed. For thick steel, focus is typically set slightly below the surface; for thin steel, at or near the surface. Operators make this adjustment per job based on material thickness and cutting requirements.
Heat-Affected Zone (HAZ)
Steel retains heat longer than aluminum, causing microstructural changes near the cut edge. Laser cutting produces the smallest HAZ among thermal cutting methods because heat is applied to a highly localized area. Minimizing HAZ through optimized speed-power balance and nitrogen assist gas (when appropriate) preserves part integrity — critical for structural components or parts requiring secondary precision machining.
Steel Grades and Thickness: What You Can Actually Cut
Steel is not a single material — it's a family of alloys, each responding differently to the laser beam. Composition, surface coatings, and thickness all drive distinct cutting parameters, and getting these wrong means scrapped parts or rework.
Common Steel Types and Cutting Characteristics
Mild/Carbon Steel:
- Most laser-friendly steel grade
- Responds well to oxygen assist gas for fast cutting
- Oxide layer acceptable for many applications
- Easiest to cut with consistent results
Stainless Steel:
- Requires nitrogen assist gas for clean, oxide-free edges
- Higher power requirements than mild steel at equivalent thickness
- More prone to heat distortion on thin gauges
- Critical for food service, medical, and corrosion-resistant applications
Galvanized Steel:
- Zinc coating vaporizes during cutting, creating fumes requiring ventilation
- Adjusted parameters needed to manage coating removal
- May require nitrogen assist to prevent zinc oxide buildup on optics
- Common in HVAC, automotive, and outdoor applications
Maximum Cuttable Thickness by Laser Power
| Laser Power | Mild Steel (Max) | Stainless Steel (Max) |
|---|---|---|
| 3-4 kW | 20mm (0.79") | 12-15mm (0.47-0.59") |
| 6 kW | 25mm (0.98") | 30mm (1.18") |
| 10-12 kW | 25-30mm (0.98-1.18") | 30mm (1.18") |
Note: These represent maximum capabilities. Cut quality degrades significantly at the upper limits — expect rougher edges and more dross on thick plates.
Steel Gauge Conversion Reference
The gauge system creates confusion because gauge numbers decrease as thickness increases. Use this reference for accurate specifications:
| Gauge | Decimal (inches) | Millimeters |
|---|---|---|
| 10 ga | 0.1345" | 3.42mm |
| 12 ga | 0.1046" | 2.66mm |
| 14 ga | 0.0747" | 1.90mm |
| 16 ga | 0.0598" | 1.52mm |
| 18 ga | 0.0478" | 1.21mm |
| 20 ga | 0.0359" | 0.91mm |
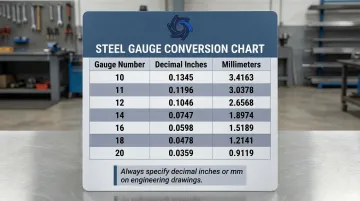
Always specify decimal inches or millimeters on engineering drawings — gauge thickness varies slightly between standard, galvanized, and stainless steel.
IMTS's fiber laser cutting services handle steel up to ¾" thick across multiple grades. For material and thickness compatibility questions on your specific project, reach out at (607) 345-3050 or info@imtsny.com.
Expert Design Tips for Better Laser Cut Steel Parts
Getting laser cut steel parts right starts in the CAD file — before the first sheet ever touches the machine. These three design areas account for most preventable quality issues and cost overruns.
Kerf and Tolerance
The kerf is the width of material removed by the laser beam — typically 0.1mm to 1.0mm (0.004" to 0.040") for steel, with 0.2-0.4mm standard for thin-to-medium sheets. Fiber lasers produce narrower kerfs than CO2 lasers due to their shorter wavelength and smaller spot size.
Kerf compensation rules:
- For holes and internal features: CAD dimension = final desired dimension (machine compensates automatically)
- For external dimensions: Specify final dimension on drawings
- For tight-fitting assemblies: Account for kerf when designing mating parts
- For production runs: Verify kerf width with your fabricator and adjust CAD files if needed
Achievable tolerance scales with material thickness. A practical rule of thumb: tolerance equals approximately 10% of material thickness. Tighter tolerances require slower cutting speeds, which increases cost — so spec only what the application actually needs.
Minimum Feature Sizes and Hole Rules
The universal 1:1 rule: Minimum hole diameter must be at least equal to material thickness. A 6mm thick steel part cannot reliably accommodate a 4mm hole — thermal buildup causes blowouts and dimensional inaccuracy.
Design guidelines:
- Hole diameter ≥ material thickness (1:1 ratio minimum)
- For threaded holes: diameter should be 1.5-2x material thickness
- Slot width ≥ material thickness
- Distance between holes ≥ 1-2x material thickness
- Distance from hole to edge ≥ 1-2x material thickness
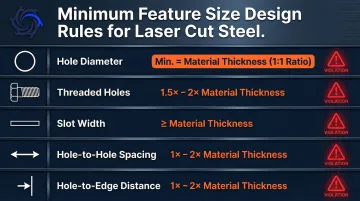
Violating these rules doesn't make cutting impossible, but it degrades edge quality and dimensional accuracy. For features smaller than recommended minimums, consider laser-etching a center mark and drilling as a secondary operation.
Nesting and Material Utilization
Efficient part nesting in the CAD/CAM layout reduces material waste and lowers cost per part. Professional fabricators use automated nesting software to optimize part placement on sheets, typically achieving material yields above 90% — a meaningful reduction in raw material cost on larger runs.
When outsourcing, ask:
- Does the shop optimize nesting automatically?
- Are material savings passed to customers?
- Can you nest multiple part designs in one run to reduce setup costs?
Shops that treat nesting as a collaborative step — rather than a back-end afterthought — tend to deliver lower per-part costs and faster turnaround on repeat orders.
What to Look for in a Steel Laser Cutting Service
Not all laser cutting shops deliver equivalent results. Evaluate potential partners on these critical criteria:
Laser Type and Wattage Capacity
Verify:
- Fiber laser technology (not outdated CO2 or YAG systems)
- Sufficient wattage for your required steel grade and thickness
- Bed size adequate for your part dimensions or sheet sizes
Dimensional Accuracy and Inspection Capabilities
Ask about:
- Achievable tolerances for your material thickness
- Inspection equipment (CMM, optical measurement systems)
- Whether full inspection reports are available
- ISO 9013:2017 quality class compliance
Turnaround Time and Batch Flexibility
Clarify:
- Lead times for prototype quantities vs. production runs
- Minimum order quantities (if any)
- Rush service availability
- How they handle design changes mid-project
The One-Stop-Shop Advantage
When laser cutting, forming, welding, powder coating, and inspection happen under one roof, you get:
- Faster turnaround (no shipping delays between vendors)
- Single-source accountability for quality
- Better cost control (no markup stacking)
- Simplified project management
IMTS operates this way out of their Marathon, NY facility. In addition to their Bescutter 510 fiber laser, they handle CNC machining, press brake forming, AWS certified welding, powder coating, and media blasting — with full inspection via Keyence and Starrett CMM equipment.
Parts move directly from cutting through finishing without leaving the building, which keeps lead times tight and quality consistent across every stage.
Frequently Asked Questions
Frequently Asked Questions
How much does it cost to get a steel laser-cut?
Cost depends on material type, sheet thickness, part complexity, quantity, and finishing requirements. Per-part costs drop significantly with higher volumes due to setup amortization and optimized nesting. For accurate pricing, contact a service provider with your specific drawings and quantities.
Can you laser-cut a steel sheet?
Yes, laser cutting is one of the most effective methods for cutting steel sheets. Modern fiber lasers handle mild steel, stainless steel, and galvanized steel with high precision, tight tolerances, and clean edges suitable for immediate welding or finishing.
How thick of steel can a laser cut?
Maximum thickness depends on laser wattage and type. Fiber lasers can cut mild steel up to 1" or beyond at high wattages, with most production work falling in the ¼" to ½" range. Cut quality decreases as thickness increases, with rougher edges and more dross at maximum capabilities.
What type of laser can cut steel?
Fiber lasers dominate steel cutting in production environments — they're faster, more energy-efficient, and require less maintenance than alternatives. CO2 lasers work for thinner gauges but have higher upkeep demands. Crystal lasers can cut steel but rarely appear in high-volume shops.
What is the most accurate laser cutting method for steel?
Fiber laser cutting offers the highest accuracy for steel, typically achieving tolerances of ±0.001" to ±0.005" depending on machine calibration, material thickness, and part geometry. Thinner materials hold tighter tolerances than thick plates.
How do I prepare my design file for steel laser cutting?
Submit DXF or DWG files drawn at 1:1 scale with closed vector paths and no overlapping lines. Account for kerf on tight-fitting assemblies, respect minimum feature size guidelines (hole diameter ≥ material thickness), and remove dimensions or title blocks from the cutting layer.