Introduction
Automotive manufacturing operates in a zero-tolerance environment where a single out-of-spec bracket or misaligned body panel can trigger assembly line shutdowns, compromise occupant safety, or force expensive recalls. When a chassis component deviates by even a fraction of a millimeter, the consequences cascade through the entire vehicle system—affecting crash performance, noise, vibration, and harshness (NVH) characteristics, and regulatory compliance.
That unforgiving demand for precision is pushing manufacturers away from traditional mechanical cutting methods toward technologies that deliver dimensional accuracy at scale.
Precision laser cutting fits that need well. It's a computer-guided, non-contact process that cuts complex geometries with tolerances as tight as ±0.001 inch—without the expensive tooling or weeks of lead time that stamping dies and punch presses require. CAD files translate directly into cut parts within hours, supporting rapid design iterations and mixed-model production runs without retooling costs.
For an industry racing to electrify its fleets while offsetting battery mass through lightweighting, laser cutting's consistent performance across aluminum alloys, advanced high-strength steels, and specialty materials makes it a practical fit for modern EV platform production.
This article examines how precision laser cutting works in automotive contexts, which critical components it produces, its measurable advantages over conventional methods, and what capabilities to evaluate when selecting a fabrication partner.
Key Takeaways
- Precision fiber lasers cut automotive metals with positioning accuracy of ±0.001 inch, enabling tight-tolerance components across thousands of parts
- Core applications include EV battery trays, chassis brackets, body panels, exhaust components, and safety system parts
- Fiber lasers cut thin-gauge metals 3-6× faster than CO2 lasers while safely processing reflective aluminum and copper
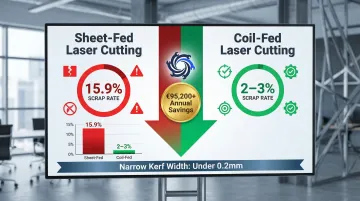
- Coil-fed laser blanking reduces scrap rates from 15.9% to as low as 2-3%, delivering massive material savings for high-volume production
- Integrated fabrication partners combining laser cutting with forming, welding, and CMM inspection cut vendor handoffs and compress lead times across automotive supply chains
How Precision Laser Cutting Works in Automotive Manufacturing
Precision laser cutting directs a high-powered fiber or CO2 laser beam through CNC-controlled optics onto sheet metal or tube stock, melting and vaporizing material along a programmed path.
Because the beam never physically contacts the workpiece, it introduces no tool wear, no mechanical stress, and no contamination. For safety-rated automotive components — where surface integrity directly affects fatigue life and crash performance — that distinction is consequential.
CAD-to-CNC Direct Workflow
Automotive engineers design parts in CAD software; those files translate directly into G-code cutting instructions without manual programming or setup steps. This digital workflow eliminates human error and ensures exact reproducibility across production runs of thousands of parts. Advanced nesting software optimizes part placement on sheets or coils, maximizing material utilization while maintaining precise spacing for thermal management.
Achievable Tolerances for Automotive Work
Well-maintained fiber laser systems deliver positioning accuracy of approximately ±0.001 inch, with some high-end machines achieving even tighter tolerances under controlled conditions. This level of precision matters when parts must fit together on an assembly line. A chassis bracket with holes misaligned by 0.005 inch can prevent bolt insertion or create stress concentrations that compromise structural integrity. Industrial fiber lasers cutting automotive sheet metal typically achieve ISO 9013 Tolerance Class 1, the highest accuracy classification for thermal cutting processes.
Achievable tolerances vary based on several factors:
- Material type — reflective metals and alloys respond differently to heat input
- Stock thickness — gauges under 3mm generally hold tighter tolerances than thick plate
- Machine calibration — regular maintenance is required to sustain rated accuracy
- Part geometry — tight internal corners and small features are more sensitive to thermal drift
- Thermal expansion coefficient — materials with lower coefficients maintain dimensional stability better during cutting
Fiber Lasers vs. CO2 Lasers in Automotive Applications
Fiber lasers operate at a wavelength of ~1.06 µm—roughly ten times shorter than the 10.6 µm wavelength of CO2 lasers. This shorter wavelength is absorbed much more efficiently by metal surfaces, particularly reflective metals like aluminum and copper. Key advantages for automotive manufacturing include:
- 3-6× faster cutting speeds on thin-gauge metals (under 6mm) compared to equivalent-wattage CO2 systems
- Safe processing of reflective metals through integrated optical isolators that prevent back-reflection damage
- Smaller focal spot size enabling finer details and tighter corner radii
- Lower energy consumption and reduced operating costs
- Minimal maintenance with solid-state design (no mirrors to align or replace)
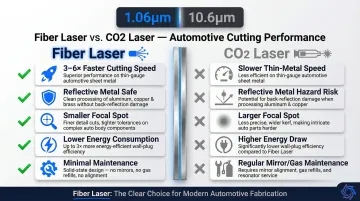
For shops cutting aluminum-intensive EV battery enclosures or mixed-material body assemblies, the speed and reflectivity advantages of fiber technology directly translate to tighter cycle times and lower per-part cost.
The Non-Contact Advantage
The non-contact cutting process eliminates an entire category of defects — tool deflection, chatter marks, and work-hardening — that mechanical processes introduce. This matters most for:
- Thin-gauge materials that would distort under clamping pressure
- Pre-finished surfaces where tool contact would mar appearance
- Heat-sensitive materials where minimal HAZ (heat-affected zone) preserves mechanical properties
- Complex 3D contours where mechanical tooling can't maintain consistent contact
Key Automotive Parts Made with Precision Laser Cutting
Body and Structural Panels
Laser cutting handles complex contoured profiles and precise hole patterns in door skins, roof panels, pillar reinforcements, and firewall sections—geometry that would require multiple expensive die sets in a stamping operation. Major OEMs like Mercedes-Benz have replaced traditional stamping presses with coil-fed laser blanking lines for outer body panels and structural parts, eliminating tooling costs and accommodating rapid design changes.
Chassis and Suspension Components
Dimensional accuracy is non-negotiable for chassis parts. Brackets, control arm profiles, subframe gussets, and mounting plates cut from high-strength steel or aluminum feed directly into vehicle dynamics and safety certification. A suspension mounting bracket with holes misaligned by even 0.5mm can shift suspension geometry enough to affect handling and accelerate tire wear.
Exhaust and Powertrain Components
Laser cutting produces exhaust flanges, heat shields, and manifold blanks from stainless steel and titanium—materials that work-harden under mechanical cutting, making conventional tooling impractical. One exhaust manufacturer reduced cycle times to just 12 seconds per part using robotic fiber laser cells, allowing them to respond to OEM design changes in hours rather than weeks.
EV Battery Enclosures and Trays
Electric vehicle production drives growing demand for battery tray panels requiring precise cutouts, mounting holes, and cooling channel slots cut from aluminum alloy sheet. Battery enclosures must meet strict IP67 sealing requirements, with vertical support crossbars held to tolerances of ±0.35mm.
Using 8kW fiber lasers with nitrogen assist gas for 3-10mm aluminum battery trays improved cutting efficiency by 30% and reduced edge polishing required before welding.
Interior and Safety Components
Safety-rated parts leave no margin for error. For seat frame rails, airbag housing brackets, and seatbelt anchor plates, tight tolerances are a certification requirement — not a preference. Laser cutting delivers burr-free edges that eliminate secondary deburring, which:
- Cuts labor costs per part
- Ensures consistent edge quality for welding
- Prevents interference at fastener installation points
Top Benefits of Laser Cutting for Automotive Part Manufacturing
Unmatched Precision and Repeatability
CNC-driven laser cutting delivers consistent results across production runs of thousands of parts—every piece matches the digital template, reducing scrap rates and assembly rejects. With no tool wear, the 10,000th part matches the first. Mechanical cutting tools dull over time and introduce dimensional drift—laser cutting eliminates that variable entirely.
Faster Production Throughput
Fiber lasers cut thin-gauge metals 3-6 times faster than CO2 lasers of equivalent wattage, with minimal changeover time between part programs. No tooling swaps are required—just file changes—and automated nesting software maximizes sheet utilization. One automotive supplier reduced production time from 1.5 minutes per part to 0.95 minutes per part by transitioning to coil-fed laser blanking, representing a 36% cycle time reduction.
Material Efficiency and Cost Savings
The narrow kerf width (often under 0.2mm) and tight part nesting enabled by laser cutting reduce raw material waste. A case study comparing sheet-fed to coil-fed laser cutting showed scrap rates dropping from 15.9% to just 2-3%, delivering annual material savings exceeding €95,200 (approximately $105,000 USD) for one European manufacturer. For automotive production where steel and aluminum are major cost line items, those savings compound across millions of parts annually.
Clean, burr-free edges also reduce labor costs—parts often move directly from laser cutting to welding or assembly without intermediate finishing steps.
Ability to Cut Complex Geometries Without Tooling Costs
Unlike stamping or punching that require dedicated dies (expensive to produce and modify, with lead times of weeks), laser cutting requires only a file change to produce a new profile. This makes it ideal for:
- Model-year design changes without retooling expense
- Special edition or limited-run vehicles
- Prototype validation before committing to production tooling
- Mixed-model production lines running multiple part variants
Quality Assurance Integration
Production flexibility only delivers value when parts meet spec. That's where post-process inspection closes the loop—CMM (Coordinate Measuring Machine) equipment verifies dimensional compliance against engineering drawings, ensuring every part meets automotive OEM quality standards and PPAP (Production Part Approval Process) requirements.
At IMTS, this verification is built into the workflow. The facility runs both portable (Keyence XM-5000) and stationary CMM equipment (Starrett HGC 1820-16), producing full inspection reports that document all measurements against customer specifications—critical for automotive first-article approvals and annual layout inspections.
Materials Laser Cutting Handles in Automotive Manufacturing
Advanced High-Strength Steel (AHSS) and Mild Steel
Laser cutting processes the full spectrum of automotive steels—from low-carbon mild steel for brackets to dual-phase and martensitic AHSS used in crash structures.
For demanding grades like 22MnB5 boron steel, the heat-affected zone typically ranges from 116µm to 326µm. Manufacturers tune the relationship between laser power and cutting speed to minimize HAZ width and prevent edge micro-cracking that could compromise fatigue life.
Unlike mechanical cutting that can cause edge cracking or microstructural damage in hardened steels, laser cutting's controlled thermal input preserves material properties at the cut edge.
Aluminum Alloys
Automotive aluminum content is projected to reach 514 pounds per vehicle by 2026 as automakers pursue lightweighting strategies to offset EV battery mass. Fiber lasers cut 5xxx and 6xxx series aluminum alloys cleanly and efficiently:
- 5xxx series (5754, 5083): Non-heat-treatable alloys with excellent formability and corrosion resistance, used for battery tray lower casings and internal brackets
- 6xxx series (6061-T6): Heat-treatable alloys offering higher strength, standard for structural cross-members and reinforcing frames
Historically, cutting aluminum with CO2 lasers risked severe machine damage from back-reflection. Modern fiber lasers overcome this limitation through integrated optical isolators that prevent reflected light from traveling back into the laser oscillator, enabling unrestricted cutting of reflective metals.
Stainless Steel and Titanium
Stainless steel handles the heat and corrosion demands of exhaust systems, while titanium appears in high-performance and EV components where weight and strength both matter. Each material responds differently under a laser:
- Stainless steel is prone to heat discoloration without proper gas selection
- Titanium is highly sensitive to thermal input and oxidizes rapidly when exposed to air during cutting
- Nitrogen assist gas prevents oxidation on both materials, producing clean, weld-ready edges
Dialing in power, speed, and gas flow for each alloy keeps cut quality consistent across production runs.
Laser Cutting vs. Traditional Cutting Methods in Automotive
Laser vs. Stamping and Punching
Stamping excels at ultra-high-volume commodity parts (millions of units) but requires expensive dedicated tooling with lead times of 8-12 weeks and modification costs in the thousands. Laser cutting trades slightly lower per-piece speed for complete tooling flexibility, making it superior for:
- Low-to-medium volumes (under 100,000 annual units)
- Complex shapes with tight-tolerance features
- Design iterations and prototype validation
- Mixed-model production running multiple variants
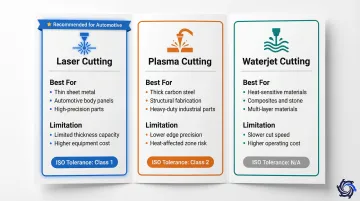
Laser vs. Plasma Cutting and Waterjet
Plasma cutting is faster and cheaper on thick plate (over 10mm) but produces a larger heat-affected zone and rougher edge quality—unacceptable for many automotive fit-and-finish requirements. Plasma cutting typically achieves ISO 9013 Class 2 tolerances, versus Class 1 for fiber lasers.
Waterjet avoids thermal effects entirely (cold cutting process) but operates significantly slower than laser cutting and is less suited to thin-gauge automotive sheet metal. Waterjet surface roughness can be 5× lower than laser cutting, but the speed disadvantage makes it impractical for high-volume automotive production.
For most automotive fabrication work, laser cutting sits in the most practical middle ground. Here's how the three methods compare at a glance:
| Method | Best For | Limitation |
|---|---|---|
| Laser cutting | Thin-to-medium gauge (1–8mm), complex profiles, mixed volumes | Slower than plasma on very thick plate |
| Plasma cutting | Thick plate (10mm+), high-speed rough cuts | Larger heat-affected zone, lower edge quality |
| Waterjet | Heat-sensitive alloys, cold-cut requirements | Slow cycle times, poor fit for high-volume runs |
When Laser Cutting Isn't the Right Choice
Laser cutting is not always optimal for every automotive job:
- Very thick structural plate (over 25mm) may still favor plasma cutting for speed and cost
- Ultra-high-volume simple stampings (millions of identical parts) remain cost-effective with dedicated dies
- Heat-sensitive exotic alloys may require waterjet to avoid any thermal input
Outside of those specific scenarios, laser cutting handles the widest range of automotive fabrication requirements — from first-article prototypes through production runs in the tens of thousands.
Choosing the Right Laser Cutting Partner for Automotive Parts
Key Capabilities to Evaluate
Equipment specifications:
- Fiber laser type and wattage range suited to your material thickness and tolerance requirements
- Maximum sheet size and material thickness capacity
- Tube cutting capability for structural components
Material range:
- Experience with automotive-grade steels (mild, AHSS, dual-phase)
- Aluminum alloy processing with proper assist gas selection
- Stainless and exotic material capabilities
Tolerance certifications:
- ISO 9013 Class 1 capability documentation
- IATF 16949 quality system registration
- Customer-specific requirement (CSR) compliance for major OEMs
Integrated workflow:
- Full-process capability: cutting, forming, welding, and inspection under one roof
- Fewer vendor handoffs means fewer opportunities for dimensional error or schedule delays
The Value of Integrated Inspection
Automotive OEMs require annual layout inspections to all dimensional requirements, with General Motors and Ford mandating complete measurements on a minimum of 5 parts annually. A fabrication partner with in-house CMM capability — both portable and stationary — can deliver the dimensional reports required for PPAP and first-article approval without outsourcing measurement. That keeps your approval timeline predictable and quality accountability in one place.
IMTS: One-Stop Automotive Fabrication
IMTS operates as a comprehensive manufacturing and assembly facility in Marathon, NY, with laser cutting, CNC milling, water jet cutting, forming, AWS-certified welding, and full CMM inspection all available under one roof. This integrated approach reduces the number of vendors an automotive supplier needs to manage and provides consistent quality accountability from raw material to finished part.
Key production capabilities include:
- Laser cutting: Bescutter 510 Fiber Laser (3kW, 5'×10') cuts steel up to ¾" thick within ISO 9013 tolerances
- Forming: Two 90-ton Amada press brakes for chassis brackets and structural components
- Inspection: Keyence portable and Starrett stationary CMM equipment for full PPAP-ready dimensional reports
- Logistics: Locally sourced materials and in-house trucking for fast turnaround from prototype through production
Frequently Asked Questions
What types of automotive parts are commonly made using precision laser cutting?
Precision laser cutting produces structural brackets, body panels, chassis components, exhaust parts, EV battery trays, suspension mounting plates, and safety system parts like airbag housings and seatbelt anchors. Any component requiring complex geometry, tight tolerances, or clean burr-free edges is a strong candidate for laser cutting.
What tolerances can precision laser cutting achieve for automotive components?
Well-maintained fiber laser systems typically achieve positioning accuracy of approximately ±0.001 inch or better, meeting ISO 9013 Class 1 standards. Actual part tolerance depends on material type, thickness, machine calibration, and part geometry—thinner gauges generally hold tighter tolerances than thick plate.
How does laser cutting compare to stamping for automotive production?
Stamping is cost-effective at very high volumes (millions of parts) with fixed tooling, while laser cutting excels at flexibility, complex profiles, and lower-to-mid volume runs (under 100,000 annual units) where tooling cost and 8–12 week lead times make stamping impractical. Design changes require no retooling, so iterations ship in days rather than weeks.
What materials used in automotive manufacturing can be laser cut?
Fiber lasers process mild steel, advanced high-strength steel (AHSS), dual-phase and martensitic steels, aluminum alloys (5xxx and 6xxx series), stainless steel, and titanium. They're particularly effective on reflective metals like aluminum and copper that historically caused back-reflection problems for CO2 laser systems.
How does laser cutting support electric vehicle (EV) manufacturing?
Laser cutting produces battery tray enclosures with precise cutouts and mounting holes, lightweight aluminum structural components, and cooling channel slots—all requiring tight tolerances and clean edges. The ability to process aluminum efficiently without back-reflection issues makes fiber lasers the practical choice for reducing EV vehicle weight without sacrificing structural integrity.
Is laser cutting suitable for automotive prototyping as well as production runs?
Yes. Because laser cutting requires no dedicated tooling, design files can go from CAD to cut parts in hours for prototyping, then scale directly to production runs without retooling. Quality and dimensional accuracy remain consistent at every stage.