Introduction
A single defective part costs a metal fabricator thousands of dollars in rework, trigger production delays that ripple through the entire schedule, and damage customer relationships that took years to build. According to industry research, the Cost of Poor Quality (COPQ) consumes 15% to 20% of sales revenue for average manufacturers, with external failures—warranty claims, returns, field repairs—costing up to 10 times more to fix after delivery than to catch on the shop floor.
Systematic quality inspection is what separates reliable fabricators from inconsistent ones. This guide covers the definition of quality inspection, the four core types (Incoming, In-Process, Final, and Outgoing Quality Control), and the techniques and tools professionals use — from visual checks to Coordinate Measuring Machines. You'll also find practical steps to build an inspection program that stops defects before they reach your customers.
TLDR: Key Takeaways
- Quality inspection systematically measures products against defined standards to catch defects before customer delivery
- Four primary types monitor quality at every phase: Incoming, In-Process, Final, and Outgoing Quality Control
- Inspection methods scale with part complexity — from hand tools like calipers and micrometers to CMMs and non-destructive testing
- Strong programs combine clear criteria, trained inspectors, calibrated tools, and continuous improvement cycles
- Early defect detection cuts rework costs significantly — pre-completion fixes run roughly half the cost of post-completion corrections
What Is Quality Inspection (and Why It Matters in Metal Fabrication)?
Quality inspection is the systematic activity of measuring, testing, or evaluating product characteristics against pre-defined specifications to confirm conformance. Rather than a single checkpoint, it's an ongoing verification discipline embedded at every stage of production.
Distinguishing Inspection, Quality Control, and Quality Assurance
Many fabricators confuse these three terms, leading to gaps in their quality systems:
- Quality Assurance (QA) is the proactive framework focused on building quality into processes—developing Standard Operating Procedures (SOPs), qualifying welders to AWS standards, auditing suppliers
- Quality Control (QC) is the reactive system that fulfills quality requirements—executing inspection plans, identifying out-of-tolerance parts, managing nonconforming material
- Inspection is the specific verification activity of measuring, examining, testing, and gauging characteristics against requirements—using a CMM (coordinate measuring machine) to verify hole position, performing Ultrasonic Testing (UT) on a weld

Inspection powers the broader Quality Control system, which in turn validates the effectiveness of Quality Assurance.
Tangible Benefits for Metal Fabrication Shops
Systematic inspection delivers measurable financial returns:
- Catching a dimensional deviation early limits scrap to a few pieces rather than an entire batch — keeping rework costs contained
- External failures cost significantly more than internal corrections — industry cost-of-quality research consistently shows post-shipment rework runs two to four times the cost of catching defects in-house
- Incoming inspection prevents out-of-spec raw materials from accumulating value-added manufacturing costs before the problem surfaces
- Inspection reports provide traceability for customers requiring certification and serve as documented protection if warranty disputes arise
Why Custom Metal Fabrication Demands Job-Specific Inspection
Custom metal fabrication presents unique quality challenges. Each job carries its own tolerances, material specifications, and end-use requirements that off-the-shelf standards rarely address. A structural steel weldment for construction has different acceptance criteria than a precision machined component for medical devices.
Job-specific inspection criteria tied directly to engineering drawings are essential. Inspectors need unambiguous pass/fail criteria — not judgment calls — to work efficiently across varied part types:
- Structural weldments checked against AWS D1.1 structural tolerances
- Precision machined parts verified against drawing callouts using CMM data
- Formed sheet metal confirmed for flatness, bend angle, and edge condition
- Coated or finished components inspected for surface adhesion and thickness
This is why generic inspection checklists fall short in job shop environments: the criteria must follow the drawing, not the other way around.
The 4 Types of Quality Inspection
The four-stage model ensures quality is monitored at every phase — not just at the end of production. Here's how each stage works, and why skipping any one of them lets defects compound downstream.
Incoming Quality Control (IQC)
IQC occurs before raw materials or purchased components enter the production process. Inspectors verify dimensions, material certifications, surface condition, and labeling against the purchase order.
Why it matters: If unqualified material — sheet metal 0.1 mm over specification, for example — bypasses IQC, the entire subsequent batch of precision parts may be scrapped during final inspection. Catching supplier defects at the door prevents them from accumulating value-added manufacturing costs.
Typical methods:
- Vernier calipers for dimensional verification
- Hardness testers to confirm material properties
- Spectrographic analyzers for chemistry verification
- ANSI/ASQ Z1.4 sampling plans for lot acceptance
In-Process Quality Control (IPQC)
IPQC involves ongoing inspections at key checkpoints during manufacturing — after CNC milling, after forming, after welding. Inspectors monitor critical parameters to catch deviations early.
Why it matters: Catching die wear early limits scrap to isolated units rather than thousands of parts. Reworking a weld right after welding costs a fraction of what it takes to address the same defect after paint and assembly.
Typical checkpoints:
- First Article Inspection (FAI) before mass production begins
- Patrol inspections with random sampling during production runs
- Critical dimension checks after each major operation
- Control chart monitoring for process stability
Final Quality Control (FQC)
FQC is the comprehensive evaluation of the finished product against engineering drawings, customer specifications, and applicable standards.
What FQC assesses:
- Dimensional accuracy using precision measurement tools
- Surface finish and cosmetic appearance
- Functionality testing
- Completeness of required documentation
Why it matters: FQC is the last internal gatekeeper before products reach customers. Defects found here cost more to fix than those caught at IPQC — but they're still far less expensive than warranty claims, returns, or field repairs.
Outgoing Quality Control (OQC)
OQC is the final check before a product leaves the facility — confirming packaging integrity, correct labeling, accurate quantities, and that no issues were introduced during handling or staging for shipment.
What OQC verifies:
- Quantity confirmation against order specifications
- Packaging condition to prevent transit damage
- Labeling accuracy for traceability
- Tightened inspection on critical dimensions specifically requested by clients
FQC evaluates the finished product itself. OQC evaluates the condition and completeness of what's being handed to the customer or carrier. A perfectly made part fails customer expectations if it arrives damaged from inadequate packaging.

Key Quality Inspection Techniques Used in Metal Fabrication
Choosing the right inspection technique depends on the feature being measured, the required accuracy, and production volume. Each method below targets a specific type of defect or measurement challenge — knowing which to apply, and when, is what separates adequate inspection from reliable quality control.
Visual and Dimensional Inspection
Visual inspection is the first line of defense. Inspectors examine surface finish, welds, edges, and cosmetic condition using trained eyes and sometimes magnification. This method is dependent on inspector training and lighting—it cannot detect subsurface flaws.
Basic dimensional inspection pairs with visual checks using hand tools:
- Calipers and micrometers for length, diameter, and thickness
- Height gauges for vertical measurements
- Go/no-go gauges for quick pass/fail verification
These tools are fast, cost-effective, and suitable for many standard features. They're ideal for incoming material verification and in-process checks where speed matters.
Coordinate Measuring Machine (CMM) Inspection
CMM inspection maps the geometry of a part in three-dimensional space and compares measurements to CAD or engineering drawing tolerances. A probe systematically touches (or scans) the part surface, building a precise digital model.
Two main configurations:
Stationary bridge CMMs operate in temperature-controlled metrology labs and deliver sub-micron accuracy. For example, the ZEISS PRISMO achieves an accuracy of 0.9 + L/350 µm (where L is the measuring length). These systems are ideal for Final Quality Control of high-precision machined components and complex geometric dimensioning and tolerancing (GD&T) verification.
Portable articulating arm CMMs provide shop-floor flexibility for inspecting large assemblies or parts that cannot easily be moved. The FARO Gage FaroArm, for instance, offers a unidirectional distance error of 0.022 mm (22 µm)—lower accuracy than bridge CMMs, but enabling in-situ measurement directly on the machine tool.
When to use each: Deploy portable arms for In-Process Quality Control to avoid production bottlenecks and inspect large, heavy fabrications where they sit. Reserve bridge CMMs for stringent Final Quality Control verification in controlled environments.
IMTS operates both portable and stationary CMM equipment—the Keyence XM-5000 Portable CMM for flexible on-site inspection and the Starrett CMM (model HGC 1820-16) for precision lab-environment measurement—providing customers with full inspection reports as part of its quality process.
Non-Destructive Testing (NDT)
NDT techniques evaluate material integrity without damaging the part. They're essential for weld inspection and verifying internal material quality.
Common NDT methods in metal fabrication:
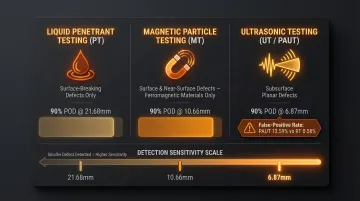
- Liquid Penetrant Testing (PT): Detects surface-breaking defects (cracks, porosity) — colored penetrant achieves 90% POD for defects 21.68 mm or larger
- Magnetic Particle Testing (MT): Finds surface and near-surface defects in ferromagnetic materials; colored MT achieves 90% POD for 10.66 mm defects
- Ultrasonic Testing (UT): Detects subsurface planar defects like lack of fusion and cracks. Phased Array UT (PAUT) achieves 90% POD for discontinuities as small as 6.87 mm, outperforming Radiographic Testing (12.72 mm) for planar defects
Weld inspection for AWS-certified fabricators: Visual inspection is mandatory before, during, and after welding per AWS D1.1 Structural Welding Code. When volumetric or subsurface inspection is required, PT, MT, and UT methods verify joint quality. Inspectors must be qualified to ASNT SNT-TC-1A Level II or equivalent.
One tradeoff worth noting: PAUT carries a 13.59% false-positive rate compared to just 0.58% for Radiographic Testing. That gap matters — false positives drive up repair costs for defects that don't actually exist. Fabricators need to weigh detection sensitivity against the real cost of chasing phantom failures.
Surface Finish and Hardness Testing
Surface roughness measurement (profilometry) verifies that a part meets a specified Ra value (Roughness Average) for fit, function, or appearance. This is particularly relevant after grinding, machining, or coating operations. Accurate measurement requires proper filtering to separate short wavelengths (roughness) from long wavelengths (waviness), following ASME B46.1 standards.
Hardness testing verifies heat treatment or material conformance:
- Rockwell Hardness (HRC/HRB): Measures depth of impression; quick and widely used
- Brinell Hardness (HBW): Measures contact area of impression; better for heterogeneous materials
These tests are especially relevant before and after processes like hardening or powder coating. Daily verification using NIST-traceable test blocks is essential to reduce measurement errors.
The Quality Inspection Process in Metal Fabrication
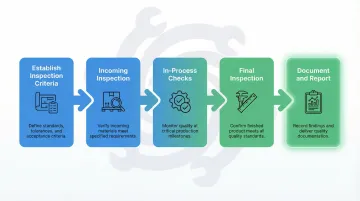
The inspection lifecycle follows a sequential flow that ensures every characteristic is verified at the right stage:
Establish inspection criteria from the engineering drawing and customer specifications before production begins. Define which characteristics will be inspected, at what stage, with what tool, to what tolerance, and by whom.
Conduct incoming inspection on raw material. Verify dimensions, material certifications, surface condition, and labeling against the purchase order. Use sampling plans like ANSI/ASQ Z1.4 to balance inspection cost against quality risk.
Perform in-process checks at defined production milestones. First Article Inspection verifies the first part before mass production. Patrol inspections randomly sample parts during the run to catch process drift early.
Complete final inspection against the full specification. Verify dimensional accuracy, surface finish, cosmetic appearance, functionality, and completeness of required documentation.
Document results and generate an inspection report. Capture what was measured, by whom, with what tool (and its calibration status), and what the result was.
The Critical Role of Inspection Documentation
That final documentation step deserves its own focus. Inspection records serve two purposes: they're a quality deliverable for the customer and a traceable record for the shop. A completed report protects fabricators when a warranty issue surfaces months later — objective evidence that the part met specifications when it left the facility.
Documentation should include:
- Measured characteristics and actual values
- Specified tolerances and pass/fail status
- Measurement tool used and calibration status
- Inspector name and date
- Any deviations or nonconformances noted
Sampling Strategies: When 100% Inspection Isn't Practical
For higher-volume production, inspecting every part is cost-prohibitive. Sampling plans define how many parts to pull from a lot and what the accept/reject threshold is.
Three concepts drive most sampling programs in metal fabrication:
- Acceptable Quality Level (AQL): The worst tolerable defect rate when a continuing series of lots is submitted for acceptance sampling. Suppliers are expected to maintain averages consistently better than the AQL.
- ANSI/ASQ Z1.4 and Z1.9: Z1.4 applies to attribute inspection (pass/fail); Z1.9 applies to variables inspection (continuous measurements like length). Z1.9 requires smaller sample sizes for equal statistical protection but assumes a normal distribution.
- Dynamic switching rules: Inspection severity adjusts automatically based on historical performance. Two rejected lots out of five consecutive under Normal inspection triggers a switch to Tightened inspection. Ten consecutive accepted lots can enable Reduced inspection — saving time and cost without sacrificing confidence.
Best Practices for a Strong Quality Inspection Program
Develop Written Inspection Plans for Every Job
Tie the inspection plan directly to the engineering drawing and customer requirements. Define which characteristics will be inspected, at what stage, with what tool, to what tolerance, and by whom. Inspectors need unambiguous pass/fail criteria rather than relying on judgment.
What to include:
- Critical dimensions and tolerances from the drawing
- Inspection methods and tools for each characteristic
- Acceptance criteria (numerical limits, visual standards)
- Sampling plan if not 100% inspection
- Documentation requirements
Invest in Inspector Training and Tool Calibration
Skilled inspectors who understand both the techniques and the end-use requirements of the parts they inspect catch more defects and generate fewer false rejects. Provide training on:
- Proper use of measurement tools
- Interpretation of engineering drawings and GD&T
- NDT techniques and acceptance criteria
- Documentation requirements
An out-of-tolerance gauge produces unreliable data regardless of inspector skill. Establish a formal calibration schedule based on:
- Manufacturer recommendations
- Frequency of use and environmental conditions
- Historical stability of each instrument
- Severity of consequences if measurements are wrong
ISO/IEC 17025 requires calibration certificates to report results before and after any adjustment. Without that "before" reading, a fabricator cannot defend the accuracy of measurements taken during the previous calibration interval.
Use Inspection Data to Drive Continuous Improvement
Track defect types, frequencies, and the stage at which they are caught. Defects found late (at final inspection) cost significantly more to fix than those caught in-process.
Key metrics to monitor:
- Defect rate by production stage (incoming, in-process, final, outgoing)
- Cost of rework by defect type
- Supplier performance trends
- Inspection cycle time
Use this data to identify which production steps need tighter process controls or more frequent in-process checks. If a particular supplier consistently delivers out-of-spec material, implement tightened incoming inspection or find an alternative source. Together, written plans, trained inspectors, and data-driven feedback form the foundation of a quality program that prevents defects rather than just finding them.

Frequently Asked Questions
What is the meaning of quality inspection?
Quality inspection is the process of measuring, examining, or testing product characteristics against specified requirements to confirm conformance. It serves as a critical checkpoint to prevent defective products from advancing through production or reaching customers.
What are the 4 types of quality inspection?
The four types are Incoming Quality Control (IQC) before materials enter production, In-Process Quality Control (IPQC) during manufacturing, Final Quality Control (FQC) after all processes are complete, and Outgoing Quality Control (OQC) before shipment.
What does a quality inspector do?
A quality inspector measures and evaluates products against engineering drawings and specifications, then documents findings and flags non-conformances. Results are communicated directly to production and management teams using tools ranging from hand gauges to CMM equipment.
What is the difference between quality inspection and quality control?
Quality inspection is a specific activity—evaluating a product at a point in time. Quality control is the broader system that includes inspection, data analysis, corrective actions, and feedback loops designed to prevent defects and improve the process.
What tools do quality inspectors use?
Inspectors use hand tools (calipers, micrometers, gauges) for basic dimensional checks, Coordinate Measuring Machines (CMMs) for precision 3D measurement, NDT equipment for weld and material integrity, and surface finish profilometers. Tool selection depends on the required accuracy and the feature being measured.
How often should quality inspections be conducted?
Inspection frequency depends on production stage, part complexity, and supplier track record. Verify all incoming material, run in-process checks at defined production milestones, and inspect every finished part — or a statistically valid sample — before shipment.